Les outils interchangeables des pelles.
Ma petite entreprise TP - mini engins TP :: votre 1ère catégorie :: les engins de terrassement :: Les pelles mécaniques
Page 5 sur 8 •  1, 2, 3, 4, 5, 6, 7, 8
1, 2, 3, 4, 5, 6, 7, 8
Re: Les outils interchangeables des pelles.
par admin-jpg Jeu 7 Déc - 14:55
J'aie repris la Mécalac sur mon plateau, les pinces fonctionnent sur N20, le tilt sur mono vérin hydro, je n'aie donc pas de micro moteurs 6 mm.
Mais ce dont je me rappelle, c'est que le tube fait 6x7 le moto 6, le roulement doit faire 3,5x6x2,5.
La vis de 4 est cylindrée en bout à 3,5 sur 5, et percée à 3 sur 3.
Steve y mettait de la soudure étain, comment il faisait pour que l'axe ne fonde pas ? Mystère.
On peut l'éxpliquer de la manière suivant, il fait un axe de 3 dans de l'inox avec un méplat, il met un peu d'étain en fusion dans le trou et vite enfile le méplat inox, et laisse durcir, par après il lime l'éxédent d'étain.
Etain mieux que plomber seal qui risque de chier sous l'effort du moto.
Pour retenir le moto et la tige filetée, il fait une rainure avec le découpeur, ça enfonce le tube de quelques centièmes, il place sa tige filetée sur le moto avec le roulement, et enfile l'ensemble dans le tube et fait un autre rétraint derrière le moteur.
De ce fait le moto tige sont bloqués dans les tubes, reste alors à visser le tube écrou sur la vis.
Mais si tu veux faire les fins de courses a ressorts, il faut laisser une collerette de filets de 0,5 devant le roulement et enlever les filets sur la largeur de l'écrou plus l'épaiseur du ressort compressé, le reste étant les filets de manoeuvre.
Puis en bout de tiges tu fait un trou de 2, et taraude à 2,5 comme sur tes tiges de vérins, la tu place une rondelle de 2,5x6 avec vis de 2,5 tr, mais devant tu fait comme vers le moteur, une partie cylindrée de 3, de sortes que l'écrou arrives contre le ressort , échappes les filets de vis, en comprimant le ressort, et la, arrêts du sommier.
Je sais c'est du travail micrométrique qui va bien se faire sur l'Emco, c'est ce que je vais faire pour mes pincettes, c'est parfaitement réalisable et ça évite les systèmes à diodes.
---------------------------------------------
Un message de la poste, Peut etre un envois groupés des fournitures pour ces appareils, quand à la commande de la miniature du chargeur, j'aie bien l'impression de m'etre fait voler.

admin-jpg- Admin
- Messages : 33285
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -

Re: Les outils interchangeables des pelles.
par Bamo Jeu 7 Déc - 17:26
C'est vrai que dans mon montage, j'ai pas trop travaillé le maintien du moteur dans un sens. pour qu'il ne recule pas, il y aura une languette ou l'axe de rotation des tubes pour les pinces qui le retiendront, mais vers l'avant je suis un peu sec pour le moment. l'axe est tellement petit qu'il ne dépassera pas d'un roulement. Peut être qu'en mettant une rondelle çà pourrait le faire. 2 petits trous, on place la rondelle dans le tube avec une tige de 6 pour la garder perpendiculaire jusqu'aux trou, et on coule de l'étain dans les trous pour braser. Le truc c'est que l'étain adhère très mal sur l'acier et faire des rondelles de 0.5mm * 6 en laiton, c'est pas gagné.

Bamo- Messages : 6938
Date d'inscription : 17/03/2019
Age : 51
Localisation : Franconville
Re: Les outils interchangeables des pelles.
par admin-jpg Jeu 7 Déc - 17:47
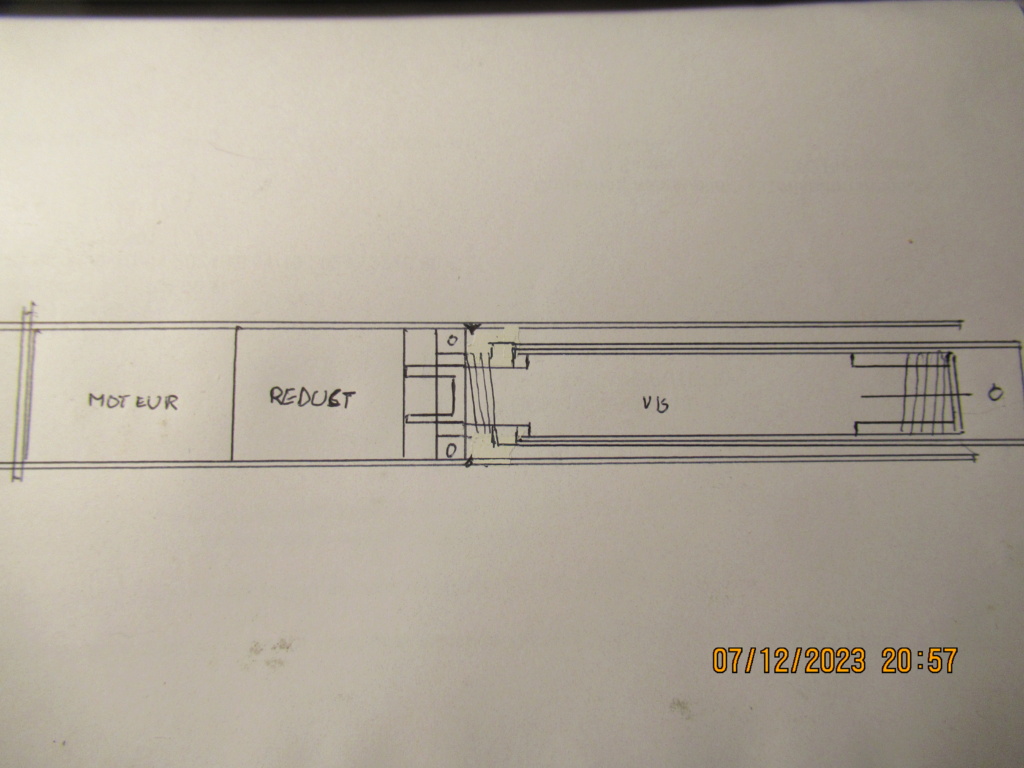
Je crois que tu n'à pas bien compris ce type de montage, faut que je te fasse un dessin
admin-jpg- Admin
- Messages : 33285
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par Bamo Jeu 7 Déc - 21:56
Dernière édition par Bamo le Jeu 7 Déc - 23:10, édité 3 fois
Bamo- Messages : 6938
Date d'inscription : 17/03/2019
Age : 51
Localisation : Franconville
Re: Les outils interchangeables des pelles.
par Bamo Jeu 7 Déc - 22:37
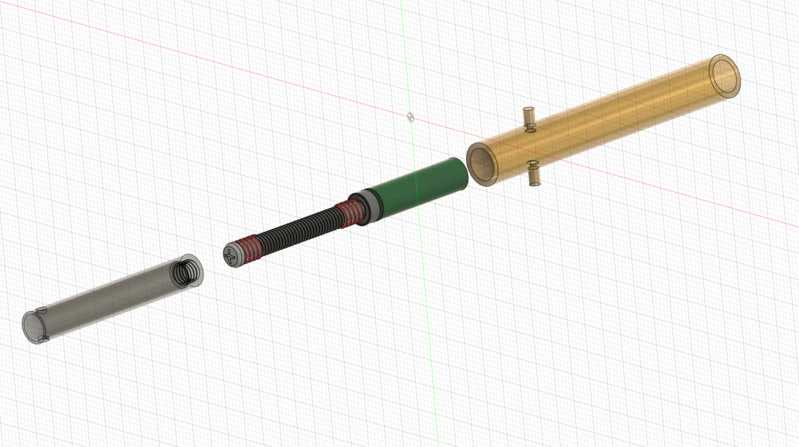
le plus chiant c'est de fileter M2 l'axe, j'ai des filières mais c'est super fragile. çà reste du laiton, çà peut fonctionner bien calé dans le tour en tournant doucement le mandrin à la main.
un truc comme çà, et il suffit de retirer quelques filets sur la tige de 4 pour mettre ton ressort qui prendra appui sur le roulement si tu veux mettre des fins de courses à ressort. je me demandais comment çà fonctionnerai, mais tu utilises un écrou qui ne fait que quelques filets. il faudrait que je perce la tige à 4 et ne laisser qu'une bande de 3mm percé à 3.3 et taraudée à 4 pour fonctionner.

Bamo- Messages : 6938
Date d'inscription : 17/03/2019
Age : 51
Localisation : Franconville
Re: Les outils interchangeables des pelles.
par admin-jpg Ven 8 Déc - 1:46
Le tube écrou, est bien un tube écrou, et pas un rond percé taraudé, un écrou de 4 standard, un peu décolleté pour recevoir brasé un tube de 5x6.
Oui le tube écrou va coulisser dans le tube de 6x7, mais si la tige filetée n'est pas guidée axialement par le roulement, lors de la mise en place du tube écrou, tu va la chercher longtemps, je te dit ça, car j'y ai passée des crises de nerfs.
C'est pas comme papa dans maman ou ça s'accorde de suite, la faut chercher un bon moment avant que l'écrou prenne dans la vis.
Le moto réducteur fait 6 extérieur, dans un tube de 6x7, jusque la, il s'auto centre.
En bout du moto, l'axe du réducto à méplat, qui pénétre dans le petit trou de la tige filetée, le méplat d'étain sert d'entraineur, le roulement centre la tige, au mieux deux roulements la centre mieux. puis le retraint fait à l'outil à couper qui bloque cet ensemble moto réducteur à un endroit du tube.
A l'opposé au cul du moteur, c'est une cap d'un mm qui l'empéche de ressortir, je passe la cap entre les deux fils de phases, normalement l'ajustage est glissant , mais l'ensemble s'accroche au tube et ne tourne pas dans le tube, le blocage contre le roulement se faisant par la CAP contre le cul du moteur.
Cette partie arrière est l'entrainement moto réductée.
La partie avant est le micro vérin proprement dit. Donc après les roulements.
Si, après ces roulement la vis de 4 est débarrassée de ses filets au diamètre 3,2, l'écrou tube en translation va s'y arreter.
S'il est repoussé par un ressort en compression, il va s'y ré engager au retour.
Une fois engagé il va faire son travail de piston.
Arrivé à l'autre bout l'écrou va à nouveau s'échapper des filets supprimés, et la encore un ressort compressif retenu par une rondelle et une vis, va le repousser contre les filets.
Avec ses fins de courses mécaniques, la grosse difficulté sera d'enfiler tout cela monté dans le tube de 6x7.
Ce n'est qu'une fois en place que l'on pratique le rétraint sur le tube de 6x7.
C'est dire qu'il faut faire un dessin grandeur d'éxécution, de chacun des ensembles à vis et fins de courses, et de bien entendu de la longueur du tube support de 6x7.
Je ne doute pas que toi électronicien tu préfère les fins de courses électroniques ?
S'ils sont fiables dans le temps, je dis ok, mais s'ils crament pour un oui ou un non, il faut les changer à tout bout de champs. C'est dire qu'il en faut en stock tout le temps en quantité suffisante.
N'oublie pas que très souvent avec ces micro réducteurs la place est comptée en longueur, ce que tu rajoute va prendre de la place, puis la difficulté d'une réalisation miniaturisée de 2 mm filetée va te faire prendre des crises de nerfs pas possible comme les distributeurs Magom.
Pour ma part je ne fait que de taraudages à 2,5 pour des vis sans tètes, mais pas des filetages à 2, si ta filière est nickel ainsi que ton taraud, oui ok avec les risques de cisaillement de tige filetée en cours d'éxécution, dans ce cas bout cassé coincé dans la filière, (jouissif) Puis après des taraudages a 2 dans l'acier ? Bonjours les sueurs froides.
Je te dis ça, car ça m'arrives très souvent ( Les boules)
J'éssais au maximum de simplifier, compliquer les montages c'est perdre son temps et ses nerfs.
Pour l'heure tu n'à fait que des dessins, mais aucune réalisation concrete, tu ne sait pas dans quoi tu t'engage, lol tu risque de devenir chauve.
En dessins ça parait facile, en concret on s'y arrache les cheveux et les poils de barbes avec.
Les difficultés ne se font pas sur la mise en place du moto, mais sur le coté tige filetée.
Je ne vaux pas te dégouter mais te mettre en gardes.
Pour l'instant tu taraude et fillette sur l' EMCO en t'abimant la main, alors qu'en y réfléchissant bien la pose d'un blochet d'entrainement sur la broche, te permettrait d'y enfiler une manivelle bien plus pratique que de tourner les poulies a la main.
Ton truc, c'est que tu ne prends pas le temps de faire les complément d'outillages necessaires pour te faciliter la vie, et tu te fait suer tout le temps avec ça. Et tu t'y use les nerfs.
admin-jpg- Admin
- Messages : 33285
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Ven 8 Déc - 2:14
D'autres parts j'attends l'appel d' Antony de Michaud Chailly pour les roues dentée commandées avec les vis sans fin acier, tu penses pour 145 € je ne risque pas d'oublier. c'est le complément.
Et bien sur des moto réducteurs en attente.
Pour l'heure je dispose de 2 N 20 à vis de 4 pour pincettes, je vais essayer en protégeant les réductos avec du scotch, de limer au tour les filets contre les réducto, pour monter ce fin de course .
De l'autre coté pas de fin de courses vu qu'il faut serrer.
Pour les suivants et en fonction des modèles envoyés, placer la encore des tiges filetées de 4, avec un moyeu soudé pour vis de 2,5 sans tètes à bloquer sur arbres en D à méplats .
Et refaire mes systèmes à fins des courses mécaniques.
Idem pour les pincettes que le premier.
Mais pour le tilt celui décrit ci dessus à doubles fins de courses.
Pour un je vais essayer de refaire celui de la Mécalac, de la même façon, mais sur N20 en fourches.
admin-jpg- Admin
- Messages : 33285
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par Bamo Ven 8 Déc - 9:23
donc roulement MR63ZZ, la tige de 4 est usinée à 3 et percée à 2 avec une pointe d'étain pour le méplat, de l'autre coté on la réusine à 3 et taraudée à 2.5 pour y mettre une vis et le ressort (après avoir engagé la vis dans l'écrou solidaire du tube de 6*5)
Je vois très bien le principe. pour les pincettes la question de la fin de course en fermeture se pose, caler pile la sortie de l'écrou avec la fermeture complète de la pince c'est au 10eme de mm.
Bamo- Messages : 6938
Date d'inscription : 17/03/2019
Age : 51
Localisation : Franconville
Re: Les outils interchangeables des pelles.
par admin-jpg Ven 8 Déc - 10:42
L'amorce est ce qu'il y a de plus important, si ça part mal autant arreter, coupe le bout mal amorcé et recommencer, il faut que la tige se moule sur la filière.
Retour toujours manivelle, c'est souvent au retour qu'on nique les filets.
Pour le roulement c'est 3x6x2,5 .
La tige filetée est ramenée à 3 sur 7 de long le roulement se monte serré juste au bout du cylindrage, l'axe de 2 à méplat pénetre le bout de 3.
Moi je prends des écrous de 4 je les mets sur un bout de vis serré en 3 mors, pour les cylindrer, sur la tige de 4 il me faut mettre un ressort de compression qui fera facilement 5 extérieur , donc mon tube piston fera 5x6, et si je monte un fourreau de protection il fera 6x7, il sera juste enfilé sur le montage, il y tiendra par une minuscule patte acier, par l'une des vis de 1,6 du montage de plaque oscillante.
Le tout monté graisseux .
Le tube écrou piston se verra affublé en bout d'une ogive laiton pour se monter soit entre les 2 pincettes, soit en fourchette pour la pincette mono.
C'est pour cela que mes pincettes ont leurs points de manoeuvre assez éloignés pour avoir un maximum de refuite sur l'avant.
Pour les fins de courses au serrage, je préfère voir sans fin de course et modifier par après, tant il est vrais que dans ce cas les pinces ne verrouillent pas les outils, autant ne rien casser du tout. Un leger jeu peut subsister en fermeture complete.
admin-jpg- Admin
- Messages : 33285
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par Bamo Ven 8 Déc - 11:14
Bamo- Messages : 6938
Date d'inscription : 17/03/2019
Age : 51
Localisation : Franconville
Re: Les outils interchangeables des pelles.
par admin-jpg Ven 8 Déc - 11:57
Un truc : pour l'axe d'oscillation traversant le tube de 6x7, fait le traversant et tu le brase argent des 2 cotés, puis tu le reperce à 6, mais va y doucement.
Ainsi fait, tu est sur que chacun des pitots sera axé.
Surtout pas soudé étain car lors de l'alésage à 6, qui va le travailler au corps, il y a des chances que l'étain casse, tandis que pour casser la brasure argent, leve toi de très bonne heure.
Tu peut aussi y aller avec une micro barre à aléser, ça sera plus doux en enlevant des copeaux micrométriques, tu finis avec un foret de 6, puis coup de lime ronde de 6 Mais fait ça en douceur sur l' Emco, car si ça bloque il n'y aura pas de mal pour la pièce.
Pour braser l'écrou sur le tube, soit tu re cylindre l'écrou pour rentrer dans le tube piston, et tu le soude étain, après l'avoir cylindré à 5,9.
Soit tu monte un bout de tige de 4 en contre poupée de l'emco et le tube en mandrin, tu rapproche et tu brase argent.
Du moment que tu re travaille tes pièces au tour, brasures argent ça sera plus solide.
Etain si ta pièce est pénétrante, car d'avantages de surfaces soudées.
La faut travailler avec la seringue, et brasure enrobée, pour ne pas risquer de fondre le laiton, avec un apport extérieur de décapant.
D'autres parts, je regardais le vérin hydro sur la Mécalac, il est démesurément long aussi long que le sera ton vérin électrique.
Mais ça restera plus propre que le miens, à cause des micro fuites.
admin-jpg- Admin
- Messages : 33285
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Ven 8 Déc - 20:57
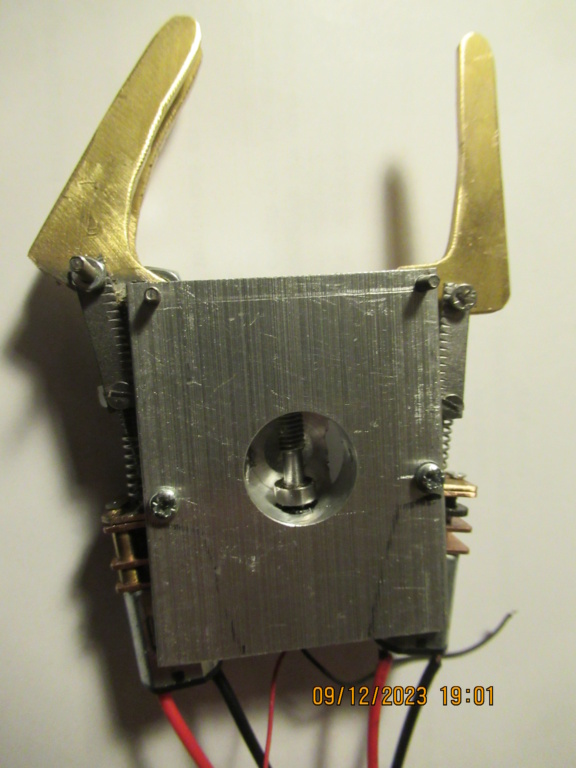
Tournages des fins de courses ouvert sur les 2 N20 à vis de 4, pose des ressorts et de l'écrou de 4 et ça échappe nickel.
Et je me suis appercu que le dessin de mes pincettes était faux, et j'en ai rectifiés celles montées sur le porte outils.
L'écrou de 4 sera refait plus épais et carré, de façons à placer des biellettes de manoeuvre entre le nouveau trou des pincettes et l'écrou qui sera percé de parts en parts et taraudé à 2 pour placer des vis de 2x5 TR qui feront articulation avec les biellettes.
La course de l'écrou sera de 12 mm, alors que la vis fait 17 de long
Les pincettes seront de ce faits ouvertes plus que 90°, quand à la fermeture elles viendront sur une butée sur ressort dans le trou du verrou.
Ce trou est destiné à placer un ressort qui va appuyer sur le bas du verrou à ouvrir, c'est calculé d'avance, et du même coup va repousser les deux pincettes à ouvrir également (la ça n'à pas été étudié, mais c'est une évidence).
Une fois les biellettes montées, les moteurs ouvrent les 2 pincettes, puis en fermeture dépassent le point neutre des pincettes, qui sans le ressort de rappel ne pourraient pas s'ouvrir, en se fermant les pincettes comprime ce ressort qui les repoussera lors de l'ouverture.
La position des pincettes fermées on s'en fout, ce qui est plus intéressant c'est leur positions largement ouvertes, la préhension peut se faire sur 45/50.
De plus le fait que les pincettes compriment le ressort fait office de fin de course souple. Mais j'aie la place sur les vis de faire les fins de courses mécaniques à ressorts, il faut juste enlever les filets sur 5 mm de long, percer à 2 en bouts des tiges et placer vis de 2,5 et ressorts.
Ainsi à la fermeture les moteurs rencontrent la résistance du ressort de renvois, et plus loin les fins de courses, tandis que les efforts de serrages se concentrent sur les parties filetées.
Des photos demain quand ça sera fonctionnel.
admin-jpg- Admin
- Messages : 33285
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
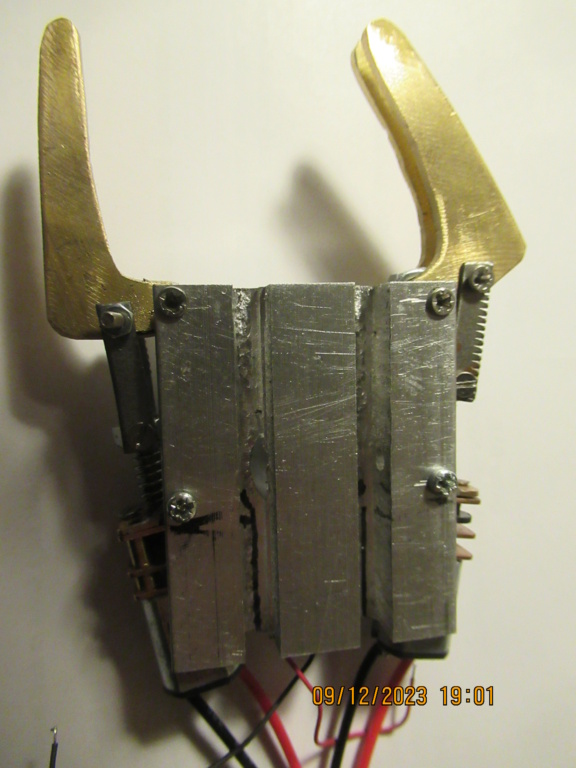
par admin-jpg Sam 9 Déc - 12:14
Quand je construit, c'est de prime abord sur mon cahier des charges, la je vois de suite comment faire et comment ça sera. Et avec quoi le faire. D'ailleurs je donne des tas de solutions, et en fait une autre encore plus facile.
Toi tu dessine l'idéal, mais tu ne réfléchis pas à la réalisation ?????? Je me trompe ?
Je suis toujours sur mon outil de base, j'aie percés 2 écrous de 4 de part en parts à 1,6 et taraudé à 2, et repasser un taraud de 4, les 2 écrous sont remis à leur place.
Il me faut faire 4 biellettes en acier de 15 d'entres axes de 2, et de longueur 19, l'idéale serait en formes d'os, et bien sur percer les pincettes à 2 ou 1,6 taraudées à 2, pour ne pas perdre l'axe. Et les mettre en place et faire des essais.
J'ai aussi protégés les réducteurs par de la gaine thermos et vérifié qu'ils tournaient encore.
Ce que je disais hier ou ce matin le ressort de repoussage des pincettes sera en appuis sur le verrou. vu qu'ils sont sur le même tunnel
Le verrou va ressembler à une gâchette, vaguement retaillé en crochet, mais relativement droit.
Un axe à mi corps, pour le faire basculer, en haut la gâche de blocage d'axe, en bas sa queue, poussée par le tube poussoir du moto de 6 mm, donc gâchette en tension permanente en bras de levier, le tube poussoir n'est pas relié à la gâchette, quand il se retire il laisse libre cours à la gâchette de s'ouvrir, mais c'est pas facile d'éxpliquer un principe sans dessin.
admin-jpg- Admin
- Messages : 33285
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Sam 9 Déc - 17:27
Ca marche, mais c'et très loin de fonctionner, par manque de couples aux N 20.
Peut etre que ceux commandés de 28 RPM en auront plus, surtout utilisé sur vis chinoises, mais ce n'est pas du tout gagné d'avance.
Peut etre que des N30 seraient plus coupleux ? Mais des N 30 à vis de 4, ça ne court pas le rues ?
La ou l'on passe du temps, c'est les nerfs, faut se calmer si non on casse tout.
J'avais ces deux N20 à vis de 4, mais peut etre que ceux différends avec sortie moteur en vis sans fin sur boite de coté, seraient ils meilleurs, mais avec sortie axiale ?
admin-jpg- Admin
- Messages : 33285
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Sam 9 Déc - 17:47
J'éspère que leur couples seront supérieurs ? 1,49 € le moto.
Et c'est d'importance pour ces pincettes.
admin-jpg- Admin
- Messages : 33285
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par Bamo Sam 9 Déc - 19:04
Des 28 rpm mais tes pinces elles vont se trainer. a 30 rpm en vis M4*0.7, ta tige avancera de 0.35mm/seconde. si tu as 15mm pour ouvrir ta pince, il lui faudra 45 secondes pour s'ouvrir... Maintenant si tu as de la large goujure de 2mm, tu avanceras a 1mm/s, il te faudra 15 secondes pour les ouvrir. Moi je suis parti sur du M4*0.7 avec des moteurs à 240 tr/minute, j'ai 17mm de course, il me faudra 6 secondes
Bamo- Messages : 6938
Date d'inscription : 17/03/2019
Age : 51
Localisation : Franconville
Re: Les outils interchangeables des pelles.
par admin-jpg Sam 9 Déc - 20:08
Ce qui fait leur force c'est leurs réductions et les 12 v maximum, en dessus de ça, il n'y a plus rien du tout, ou alors des N 30 12 V à 50 tours.
On verra
Ceux que j'attends sont en 28 tours, avec du couple en N 20 et vis chinoises.
Mes vis sur un tour c'est 6 mm d'avance, ma course est de 12 mm, donc 2 tours pour 12 mm d'avance, pas le temps de dire ouf que la pince se feme.
Les N 30 commandés c'est un ratio de 5 tours minute, soit 12 secondes/tour, soit 24 secondes pour fermer ou ouvrir, à voir qui gagnera.
admin-jpg- Admin
- Messages : 33285
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par Bamo Sam 9 Déc - 21:30
Après quel est ton objectif ? moi soulever 100gr çà me suffira
Bamo- Messages : 6938
Date d'inscription : 17/03/2019
Age : 51
Localisation : Franconville
Re: Les outils interchangeables des pelles.
par admin-jpg Dim 10 Déc - 4:35
Quand j'ai commencé en TP en Juin 2006, l'important pour moi était que le modele soit fonctionnant, la notion de chargements n'était pas encore présente.
Puis ce fut Castro Christopher qui me fit comprendre avec ses servos modifiés et ses forets à bois à large goujure, de la notion de chargement sur les pelles, que celles ci chargent réellement leurs godets de terre pour remplir la benne d'un camion.
Dans ce cas la notion de vitesse faible , était compensée par des pas importants, et en effets au faible nombre de tours des servos, la réponse était d'amples mouvements en force.
Toi tu préconise vitesse en tours, contre faible pas.
Il faut donc des moteurs pêchus, pour compenser la faible vitesse linéaire consécutive au faible pas, donc le contraire.
Avec mes vis chinoise à grands pas, je compense la faible vitesse en tours du moteur du aux forts pourcentages de réduction, c'et dire qu'un moteur tournant à sa vitesse nominale va donner son couple maximal sur un axe tournant lentement, compensé par une vitesse linéaire multiplié par un grand pas.
Dans mes touts premiers essais, des moteurs réducteurs tournants vite ne donnant par leurs couples maximum à des vis au pas métrique standard, le résultat étant des vitesses linéaires faibles avec des efforts de charges faibles.
Sur le tracto pelle JCB, tout en N20 au taux de X (je ne me rappelle plus du ratio), les vitesses moteurs en 2 S sont compensées par le pas de 6 x, de faits un engin qui charge réellement des pondéreux en lourds.
admin-jpg- Admin
- Messages : 33285
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Dim 10 Déc - 15:58
Et Faut le préciser, les tiges et axes de sorties des N20 sont des pièces rapportées, parce qu'un jour j'ai utilisé un N20 et son axe de sortie m'est resté dans les mains, j'en ai conclus que les axes de sorties sont des pièces rapportées, enfoncées à force dans la roue terminale. Au pire un grain de cyano peut le solidariser.
L'idée est donc , en prenant un réducteur fichu, de voir si je puis extraire l'axe de sortie et de le remplacer par mes montages, par exemple une vis Chinoise de 5 ou 6
En connaissance de cause, quand j"'aie fait la poclain, pour que ce truc ne se produise pas, j'ai monté mon N 20 de changement de sens de marche, sur un sabot alu fraisé, et en montant brasé sur la tige de 6 un anneau à crabots, qui enfourche la fourchette du sabot, de sortes que les efforts sur la tige , en retour, ou aller s'appuie sur la fourchette et non sur l'axe de sortie.
La même chose que de monter un roulement sur les tiges de 4 des micro réducteurs de 6 mm.
admin-jpg- Admin
- Messages : 33285
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Mar 12 Déc - 11:48
En faits leur méthode de calcul n'est pas claire, ce qu'il faut c'est: le nombre de dents+2 et divisé par 2.
Et dans leur catalogue 40 dts+2=42:2=21, j'en ai commandés 7 de 40 dts qui avec le port me coutent 14,50 € contre la peau des miches chez Michaud chailly. avec 21 je passe avec la marge des 15 mm du blochet creux. rapport 1/40, soit 0,7 tour pour N 20 de 28 tours en sortie. Mais j'ai aussi les N20 de coté, achetés pour les jambes des plateaux de l' hybrid, à voir leur ratio ?
Donc je vais voir auprès de l' Octant ? c'est tres cher 7,50 € pièce et Michaud chailly, certainement encore plus. Ils m'ont appellés pour me dire ques ces engrenages sont à disposition. Je vais vite aller les chercher et bosser dessus.
Marc j'ai reçu le PDF du chargeur merci.
admin-jpg- Admin
- Messages : 33285
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Mar 12 Déc - 12:35
admin-jpg- Admin
- Messages : 33285
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par Bamo Mar 12 Déc - 14:43
Bamo- Messages : 6938
Date d'inscription : 17/03/2019
Age : 51
Localisation : Franconville
Re: Les outils interchangeables des pelles.
par admin-jpg Mar 12 Déc - 15:21
LOL tu dis ça, parce que tu ne t'y ai pas encore frotté.
Concernant ces appareils, je vais tenter de faire des versions différentes, pour voir si ça marche, et si c'est valable.
Le premier avec ses moteurs latéraux, aura ses moteurs changés pour des N 30.
Le second sera à vis sans fin, et par secteurs dentés, par secteur j'entends en principes 6 dts par 4 de secteur, pour 90°, mais ce secteur pourrait avoir un nombre de dents supérieurs, pour avoir plus d'amplitude en fermeture et en ouverture.
Les roues recues sont de 24 dts épaisseur 3 mm, l'entre pinces doit etre de 6 mm. Pour un coté et de l'autre, la mono pince doit etre à 2 mm de décalage vers l'intérieur, pour ne pas choquer contre les autres.
Les fins de courses : ceux en fermeture c'est l'arret des dents sur la roue, la vis tournant alors à vide, mais pinces repoussées par le ressort d'ouverture.
Celles en ouverture devrait etre idem avec un ressort de repoussage.
admin-jpg- Admin
- Messages : 33285
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Mer 13 Déc - 10:54
En après midi voir si ceux ci pénètrent dans les portes outils, ils faut sans jeux légèrement durs.
Puis j'ai commencé à aléser les roues dentées, pré perçages et finitions à 15.
admin-jpg- Admin
- Messages : 33285
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Page 5 sur 8 • 1, 2, 3, 4, 5, 6, 7, 8
» pelles électro hydrauliques LIEBHERR 964 B
» Pelle bruder mode leimbach avec options pour JB38
» Le ballet des pelles
» Les outils hydrauliques et non hydrauliques équippants nos engins TP
Ma petite entreprise TP - mini engins TP :: votre 1ère catégorie :: les engins de terrassement :: Les pelles mécaniques