nouvelle pelle ou upgrade ?
2 participants
Ma petite entreprise TP - mini engins TP :: votre 1ère catégorie :: les engins de terrassement :: Les pelles mécaniques
Page 1 sur 1

nouvelle pelle ou upgrade ?
par nicolas 68 Mer 23 Fév - 22:13
salut a tous !  je viens partager avec vous ma première construction de pelle , a l origine je voulais changer les pièces plastique pour alu ou metal, j avais commencer par le balancier et biellette je fus satisfait du résultat , alors je me suis dit pourquoi pas la flèche, mais si je faisait ca ,il eu fallut que je fasse aussi le support de bras , le tout sur une base en plastique .... arf..ca lfait pas , me suis je dit ,alors peut être la base en métal aussi ? , afr..non plus... tous ca sur un u et un train de chenille en plastoc qui fait a vue de nez moins d un kilo, chaque godet pris me ferait basculer , alors que faire ,peut être commencer par le commencement comme dit jpg dans un de ses nombreux post , le train de chenille , je me suis inspire d une vidéo de mr barste bien connus pour ces belle réalisations, et qui partage ses astuces et technique a travers ces vidéos, ca parait si facile entre ces mains , mais ca ne l est pas !! , bref soyons fous !!
je viens partager avec vous ma première construction de pelle , a l origine je voulais changer les pièces plastique pour alu ou metal, j avais commencer par le balancier et biellette je fus satisfait du résultat , alors je me suis dit pourquoi pas la flèche, mais si je faisait ca ,il eu fallut que je fasse aussi le support de bras , le tout sur une base en plastique .... arf..ca lfait pas , me suis je dit ,alors peut être la base en métal aussi ? , afr..non plus... tous ca sur un u et un train de chenille en plastoc qui fait a vue de nez moins d un kilo, chaque godet pris me ferait basculer , alors que faire ,peut être commencer par le commencement comme dit jpg dans un de ses nombreux post , le train de chenille , je me suis inspire d une vidéo de mr barste bien connus pour ces belle réalisations, et qui partage ses astuces et technique a travers ces vidéos, ca parait si facile entre ces mains , mais ca ne l est pas !! , bref soyons fous !!  essayons ! on verra bien ,je me suis lancer , j ai pris les mesure pour copier a l identique,.. enfin de m en rapprocher,
essayons ! on verra bien ,je me suis lancer , j ai pris les mesure pour copier a l identique,.. enfin de m en rapprocher,
donc il me faut: 2 carre en fer de 25 mm, hmm ,, voyons ce qui traine au fond de l atelier.... eureka !!! il yen a juste de 25 pile poil,
faire des découpe pour la roue folle et les galets arf.. al main c est pas facile ..

la roue folle et barbotin sont commander chez magom suivant les lien vidéo ..merci mr barste
pour les galets je les est fait moi même a la même cote que chez magom, bin oui maintenant que j ai un tours ...c est pas pour les sous mais pour le plaisir... j adore ....le laiton ca se travail comme du beurre , ca brille , c est jolie et jaune comme de l or lol

10 galets 5 de chaque coter en bas , plus 4 plus petit pour le dessus , 2 par coter j avais penser d'abord a 3 par coter mais je pense que 2 suffisent ,
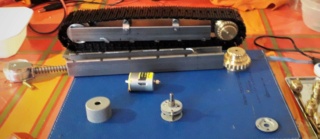
ensuite, fabriquer une petite plaque , pour fixer , moteur réducteur, commander eux aussi suivant les lien vidéo encore merci mr barste commander chez tecnimodel , la plaque n est pas difficile a faire en soi ,ce sont les trous de la plaque entre le réducteur et le moteur , difficile a recopier 4 trous , dont 2 a fileter a 2 mm , arff mes pauvres yeux !! lunettes plus loupe obligatoire pour moi !!!
commander chez tecnimodel , la plaque n est pas difficile a faire en soi ,ce sont les trous de la plaque entre le réducteur et le moteur , difficile a recopier 4 trous , dont 2 a fileter a 2 mm , arff mes pauvres yeux !! lunettes plus loupe obligatoire pour moi !!!
ensuite mise en place de la buter de la roue folle et soudage a l etain des galets du bas une première pour moi , mais finalement ca va pas si mal et puis ca a l air de tenir ... pour le premier train j avais souder les 5 galets , et puis je me suis fait chi...pour fixer les divers écrous, du coup pour le 2em train j en ai souder que 2
je change de poste car je peut plus mettre de photo je revient de suite
donc il me faut: 2 carre en fer de 25 mm, hmm ,, voyons ce qui traine au fond de l atelier.... eureka !!! il yen a juste de 25 pile poil,
faire des découpe pour la roue folle et les galets arf.. al main c est pas facile ..
la roue folle et barbotin sont commander chez magom suivant les lien vidéo ..merci mr barste
pour les galets je les est fait moi même a la même cote que chez magom, bin oui maintenant que j ai un tours ...c est pas pour les sous mais pour le plaisir... j adore ....le laiton ca se travail comme du beurre , ca brille , c est jolie et jaune comme de l or lol
10 galets 5 de chaque coter en bas , plus 4 plus petit pour le dessus , 2 par coter j avais penser d'abord a 3 par coter mais je pense que 2 suffisent ,
ensuite, fabriquer une petite plaque , pour fixer , moteur réducteur, commander eux aussi suivant les lien vidéo encore merci mr barste
ensuite mise en place de la buter de la roue folle et soudage a l etain des galets du bas une première pour moi , mais finalement ca va pas si mal et puis ca a l air de tenir ... pour le premier train j avais souder les 5 galets , et puis je me suis fait chi...pour fixer les divers écrous, du coup pour le 2em train j en ai souder que 2
je change de poste car je peut plus mettre de photo je revient de suite
Dernière édition par nicolas 68 le Mer 23 Fév - 22:45, édité 1 fois
nicolas 68- Messages : 54
Date d'inscription : 02/11/2021
Re: nouvelle pelle ou upgrade ?
par nicolas 68 Mer 23 Fév - 22:43
donc je continue , le 2em train

ensuite les 2 du dessus

ajustement

a ce stade je me dit que tant qu' a faire pour quoi ne pas refaire une pelle entière ? vue le temp que ca ma pris pour faire ca , comme la dit jpg par la suite , un moment donner je serais bloquer et je ne pourrais plus jouer avec ma pelle , pendant des lustre, hmmm... je pense que je vais me réorienter la dessus ... bref pour finir il me reste quelque ajustement , a faire pour cette partie , comme on peut voir sur la dernière photo, la roue folle doit remonter légèrement , pour que a plat les galets repose bien en place , un coup de lime sur le dessus du guide de la roue folle devrais faire l affaire , les coin du tube, a couper un peut, mètre de plus belle vis , fermer les carres près du barbotin avec de petites plaque , peut être un peut de deco, a voir ...
voila actuellement j en suis la , pour l instant ca ce passe bien ,et je prend beaucoup de plaisir a faire tous ca ....la suite bientôt ..
ensuite les 2 du dessus
ajustement
a ce stade je me dit que tant qu' a faire pour quoi ne pas refaire une pelle entière ? vue le temp que ca ma pris pour faire ca , comme la dit jpg par la suite , un moment donner je serais bloquer et je ne pourrais plus jouer avec ma pelle , pendant des lustre, hmmm... je pense que je vais me réorienter la dessus ... bref pour finir il me reste quelque ajustement , a faire pour cette partie , comme on peut voir sur la dernière photo, la roue folle doit remonter légèrement , pour que a plat les galets repose bien en place , un coup de lime sur le dessus du guide de la roue folle devrais faire l affaire , les coin du tube, a couper un peut, mètre de plus belle vis , fermer les carres près du barbotin avec de petites plaque , peut être un peut de deco, a voir ...
voila actuellement j en suis la , pour l instant ca ce passe bien ,et je prend beaucoup de plaisir a faire tous ca ....la suite bientôt ..
nicolas 68- Messages : 54
Date d'inscription : 02/11/2021
Re: nouvelle pelle ou upgrade ?
par admin-jpg Jeu 24 Fév - 6:51
Dommages que tes photos soient trop petites ?
Sert toi de notre serveur ? Tu va dans le rectangle ou il y a Youtube ?
Tout à gauche est le carré pour placer des photos de tes albums.
La un menu contextuel s'ouvre, avec 3 codes, copie celui du milieu que tu colle sur ton topic, tu y place des légendes, et tu édite, les photos sortent en clair.
Oui 3 photos par envois, mais pour les suivantes, pas besoins d'ouvrir 50 000 topics.
Tu reviens dans ton topic original en cliquant sur EDITER, de faits tu place d'autres photos à la suite des précédentes images ou des codes suivant les cas.
Ce qui fait que sur ton topic original tu peut placer 50 000 photos.
Dans ce rectangle tu a , à gauche pour placer des photos, puis à droite pour placer des liens qui se transforment en photos, puis les liens eux mèmes au milieu, ensuite un truc avec twitter que je n'aie jamais utilisé, et tout à droite le lien pour passer des vidéos avec you tube.
Essaie tu verra comme c'est facile, suit la procédure qu'il te demande.
cette dernière est en 800 de large par 300 de haut.
Houla la, soudées étain, avec les chocs des patins chenilles roulants sur de la caillasse les points d'atain vont casser.
Pourquoi n'avoir pas soudés les axes par brasures : Castolin ou argent, au chalumeau ?
Et ces pièces en alu ? AU4G mécanique, c'est encore plus facile ?
Voila quelques exemples de te la jouer cavalier seul ? Un forum c'est fait pour ça, pour demander des renseignements, et savoir quels matériaux utiliser et ou se les fournir, ainsi un projet peut MIEUX aboutir.
La participation doit etre active et non passive, enfin si l'on aimes le forum ou l'on s'est inscrit ?
Ici on est pas nombreux, d'où peut etre plus d'intérets d'avoir de suite des renseignements que sur d'autres forums ou il faut attendre des lustres d'avoir une réponse.
A la defense de celui ci, je suis retraité, et à même de répondre de suite aux demandes que sur les autres les gus sont jeunes et tous bossent et ne visitent leur forum que dans leurs temps libres.
Sert toi de notre serveur ? Tu va dans le rectangle ou il y a Youtube ?
Tout à gauche est le carré pour placer des photos de tes albums.
La un menu contextuel s'ouvre, avec 3 codes, copie celui du milieu que tu colle sur ton topic, tu y place des légendes, et tu édite, les photos sortent en clair.
Oui 3 photos par envois, mais pour les suivantes, pas besoins d'ouvrir 50 000 topics.
Tu reviens dans ton topic original en cliquant sur EDITER, de faits tu place d'autres photos à la suite des précédentes images ou des codes suivant les cas.
Ce qui fait que sur ton topic original tu peut placer 50 000 photos.
Dans ce rectangle tu a , à gauche pour placer des photos, puis à droite pour placer des liens qui se transforment en photos, puis les liens eux mèmes au milieu, ensuite un truc avec twitter que je n'aie jamais utilisé, et tout à droite le lien pour passer des vidéos avec you tube.
Essaie tu verra comme c'est facile, suit la procédure qu'il te demande.

cette dernière est en 800 de large par 300 de haut.
Houla la, soudées étain, avec les chocs des patins chenilles roulants sur de la caillasse les points d'atain vont casser.
Pourquoi n'avoir pas soudés les axes par brasures : Castolin ou argent, au chalumeau ?
Et ces pièces en alu ? AU4G mécanique, c'est encore plus facile ?
Voila quelques exemples de te la jouer cavalier seul ? Un forum c'est fait pour ça, pour demander des renseignements, et savoir quels matériaux utiliser et ou se les fournir, ainsi un projet peut MIEUX aboutir.
La participation doit etre active et non passive, enfin si l'on aimes le forum ou l'on s'est inscrit ?
Ici on est pas nombreux, d'où peut etre plus d'intérets d'avoir de suite des renseignements que sur d'autres forums ou il faut attendre des lustres d'avoir une réponse.
A la defense de celui ci, je suis retraité, et à même de répondre de suite aux demandes que sur les autres les gus sont jeunes et tous bossent et ne visitent leur forum que dans leurs temps libres.
Dernière édition par admin-jpg le Jeu 24 Fév - 8:38, édité 1 fois (Raison : voir une réponse)

admin-jpg- Admin
- Messages : 33290
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -

Re: nouvelle pelle ou upgrade ?
par nicolas 68 Ven 25 Fév - 20:34
pour les soudures ,je sais pas encore braser, on verra si ca tien pas , je le referai , d ici la je saurais peut être ..aujourd'hui , j ai bien avancer je suis content, alésage des barbotins pour les caches réducteur , fermer les tubes coter barbotin, découpe de la base de tourelle dans une tôle récupère au taf , assemblage des 2 trains,


pour la partie tournante qui fais la liaison train tourelle, j ai récupéré sur le porte oculaire d une de mes première lunette d autophoto, qui devais partir aux gros déchet, et qui hasard fait exactement les dimension pour pouvoir y placer les engrenages de tourelle commandés chez ali , a la jonction des 2 partie tournante du porte oculaire jy ai creuser aux tour ,un sillon pour pouvoir y placer des biles de 1.5mm ,
découper a la bonne hauteur ,

ca place exacte reste a déterminer, mais je n en suis pas encore la ,

pour la partie tournante qui fais la liaison train tourelle, j ai récupéré sur le porte oculaire d une de mes première lunette d autophoto, qui devais partir aux gros déchet, et qui hasard fait exactement les dimension pour pouvoir y placer les engrenages de tourelle commandés chez ali , a la jonction des 2 partie tournante du porte oculaire jy ai creuser aux tour ,un sillon pour pouvoir y placer des biles de 1.5mm ,
découper a la bonne hauteur ,
ca place exacte reste a déterminer, mais je n en suis pas encore la ,
nicolas 68- Messages : 54
Date d'inscription : 02/11/2021
Re: nouvelle pelle ou upgrade ?
par admin-jpg Ven 25 Fév - 22:04
Sa place c'est sur l'axe du chassis, à mi longueur et mi largeur.
Pour braser j'avais fait un cours magistral à Bamo en son temps, dans les chapitres techniques.
Braser c'est pas difficile, il faut un petit poste de soudure oxy butane, ou mieux oxy acétylénique, et pour nous un petit chalumeau avec un bec moyen, ou pour l'oxy acéty une étoiles de becs interchangeables de différends litrages, car les becs se calculent aux litres des gaz dispersés.
Méthode : on chauffe les pièces a souder globalement et toujours en baladant la flame.
L'importance de la flame sera suivant le litrage des becs.
Un petit bec va permettre des soudures de petits matériaux genres bijoux, on remplace alors le bec par une aiguille de seringue coupée droite, on obtient alors une micro flamme d'un cm de long.
Mais parlons soudures :
On a 3 types de soudures : la soudure AUTOGENE qui lient entre eux deux métaux de même nature comme l'acier, on y apporte par fusion des baguettes d'acier, et cela sans décapants.
Puis on passe aux brasures, la, il s'agit de lier deux métaux de méme nature ou dissemblables avec un métal d'apport avec ou sans décapant incorporé, tel le brox ou laiton enrobé, pour assembler deux toles d'acier.
Puis on passe aux brasures d'argent : cette fois on se sert de baguettes d'argent dans un alliage à base de laiton dans des proportions variables.
Pour ces brasures on ne fond pas le métal de base, mais on le porte a des températures qui permet aux métaux d'apport de mouiller les métaux chauds.
Cette notion de mouillage est très importante, c'est elle, associée aux décapants qui permet l'assemblages des métaux entre eux.
Dans l'ordre des brasures, on a la soudure à l'étain, puis la brasure à l'argent, la brasure au brox ou castolin, et enfin la soudure autogène des aciers.
En étain on va chauffer sans flamme vers 330 ° à l'argent on va pousser la chauffe à 650 ° au brox on pousse encore la chauffe à 850 °, puis à l'autogéne vers 1200°.
Les baguettes enrobées c'est ce qu'il y a de plus facile à utiliser, en effets on chauffe aux différentes températures tout en approchant et fondant le métal d'apport, il va se déposer en catons, puis la chauffe montant il va couler comme de l'eau aidé par le décapant et enrober les pièces a assembler.
La soudure autogène est fortement réductrice, dilatations donc déformations suivis du retrait au refroidissements, le fait de chauffer les métaux les recuisent, le fait de les travailler les écrouissent.
Ce sont les différentes chauffes qui vont provoquer dilatations et retraits.
Aussi, si l'on ne veux pas de ces problèmes on va braser argent, il y aura peut de dilatations et peu de retraits.
Sur mes modèles acier, je pointe à l'argent ainsi peu ou pas de déformations, puis je brase au castolin qui est miscible avec l'argent.
On fait alors couler les métaux d'apport pour qu'ils lient parfaitement les métaux a assembler comme des réservoirs contenants carburants ou huiles hydraulique.
La brasure à l'étain est une soudure sèche, en aucuns cas elle ne doit etre par la suite manipulées sous peines de casser, tandis que les brasures réalisent des soudures a corps des métaux et qui seront difficiles à casser, on tordra le métal de base a coté qui finira par casser, mais pas les brasures.
Les avantages de travailler les aciers et brasures, ce sont des pré assemblages vite faits qui ne bougeront plus par la suite.
L'étain, si l'on chauffe à coté, la chaleur va se rependre dans toute la pièce et les soudures vont fondre, ça ne se produit que très rarement avec les brasures.
Puis il y a la soudure au cuivre, ici on réalise sans décapant mais avec métal d'apport cuivre de véritables soudures, on se sert alors de baguettes au phosphore qui est en quelques sortes un décapant incorporé au métal d'apport.
On soude au cuivre toute la plomberie, et pour ceux pratiquant la vapeur vive, chaudières et faisceaux tubulaires.
Pour braser j'avais fait un cours magistral à Bamo en son temps, dans les chapitres techniques.
Braser c'est pas difficile, il faut un petit poste de soudure oxy butane, ou mieux oxy acétylénique, et pour nous un petit chalumeau avec un bec moyen, ou pour l'oxy acéty une étoiles de becs interchangeables de différends litrages, car les becs se calculent aux litres des gaz dispersés.
Méthode : on chauffe les pièces a souder globalement et toujours en baladant la flame.
L'importance de la flame sera suivant le litrage des becs.
Un petit bec va permettre des soudures de petits matériaux genres bijoux, on remplace alors le bec par une aiguille de seringue coupée droite, on obtient alors une micro flamme d'un cm de long.
Mais parlons soudures :
On a 3 types de soudures : la soudure AUTOGENE qui lient entre eux deux métaux de même nature comme l'acier, on y apporte par fusion des baguettes d'acier, et cela sans décapants.
Puis on passe aux brasures, la, il s'agit de lier deux métaux de méme nature ou dissemblables avec un métal d'apport avec ou sans décapant incorporé, tel le brox ou laiton enrobé, pour assembler deux toles d'acier.
Puis on passe aux brasures d'argent : cette fois on se sert de baguettes d'argent dans un alliage à base de laiton dans des proportions variables.
Pour ces brasures on ne fond pas le métal de base, mais on le porte a des températures qui permet aux métaux d'apport de mouiller les métaux chauds.
Cette notion de mouillage est très importante, c'est elle, associée aux décapants qui permet l'assemblages des métaux entre eux.
Dans l'ordre des brasures, on a la soudure à l'étain, puis la brasure à l'argent, la brasure au brox ou castolin, et enfin la soudure autogène des aciers.
En étain on va chauffer sans flamme vers 330 ° à l'argent on va pousser la chauffe à 650 ° au brox on pousse encore la chauffe à 850 °, puis à l'autogéne vers 1200°.
Les baguettes enrobées c'est ce qu'il y a de plus facile à utiliser, en effets on chauffe aux différentes températures tout en approchant et fondant le métal d'apport, il va se déposer en catons, puis la chauffe montant il va couler comme de l'eau aidé par le décapant et enrober les pièces a assembler.
La soudure autogène est fortement réductrice, dilatations donc déformations suivis du retrait au refroidissements, le fait de chauffer les métaux les recuisent, le fait de les travailler les écrouissent.
Ce sont les différentes chauffes qui vont provoquer dilatations et retraits.
Aussi, si l'on ne veux pas de ces problèmes on va braser argent, il y aura peut de dilatations et peu de retraits.
Sur mes modèles acier, je pointe à l'argent ainsi peu ou pas de déformations, puis je brase au castolin qui est miscible avec l'argent.
On fait alors couler les métaux d'apport pour qu'ils lient parfaitement les métaux a assembler comme des réservoirs contenants carburants ou huiles hydraulique.
La brasure à l'étain est une soudure sèche, en aucuns cas elle ne doit etre par la suite manipulées sous peines de casser, tandis que les brasures réalisent des soudures a corps des métaux et qui seront difficiles à casser, on tordra le métal de base a coté qui finira par casser, mais pas les brasures.
Les avantages de travailler les aciers et brasures, ce sont des pré assemblages vite faits qui ne bougeront plus par la suite.
L'étain, si l'on chauffe à coté, la chaleur va se rependre dans toute la pièce et les soudures vont fondre, ça ne se produit que très rarement avec les brasures.
Puis il y a la soudure au cuivre, ici on réalise sans décapant mais avec métal d'apport cuivre de véritables soudures, on se sert alors de baguettes au phosphore qui est en quelques sortes un décapant incorporé au métal d'apport.
On soude au cuivre toute la plomberie, et pour ceux pratiquant la vapeur vive, chaudières et faisceaux tubulaires.
admin-jpg- Admin
- Messages : 33290
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: nouvelle pelle ou upgrade ?
par nicolas 68 Ven 25 Fév - 23:59
ah ok merci pour ce cour de soudure , donc toi en général ,pour la plus part de tes travaux acier tu pointe a l argent , et brase au Castolin, le Castolin ca se présente comme une bobine d étain c est ca ? , tu dit tu pointe a l argent et brase au castolin , pourquoi l argent ne tiens pas assez ? donc le mieux ce sont des baguettes enrober car décapent est déjà dedans pas besoin d en mettre sur les pièces ok ok
et pour de l alu c est possible ou pas ? ca serais intéressant, je crois qu' il faut chauffer plus non ? bien que pour les petites pièces, sans contrainte genre cabine, carénage tourelle, l époxy marche pas mal j ai tester endfest 300 sur le balancier ca tient pas mal, pour l instant je n est qu un petit chalumeau dremel qui chauffe jusqu' a environ 1200 degré max d après la notice , mais ca c est la théorie ,il est tous petit , je vais potasser la question , arf...je constate qu' il me manque encore pas mal d outil , un chalumeaux , une bonne petite perceuse a colonne qui perse des trous droit !!! lol , une scie a ruban pour métaux ,une plieuse, une fraise , cnc de préférence ! une imprimante 3d avec son scaner laser ....nan mais je rigole la hein !!  en tous cas ca ma fait plaisir pendant mes quelques jours de conge de pouvoir bricoler des journées entière dans mon petit atelier qui devient aux files des jours , un gros bordel sans nom quel pied !!! merci jpg bonne nuit
en tous cas ca ma fait plaisir pendant mes quelques jours de conge de pouvoir bricoler des journées entière dans mon petit atelier qui devient aux files des jours , un gros bordel sans nom quel pied !!! merci jpg bonne nuit
et pour de l alu c est possible ou pas ? ca serais intéressant, je crois qu' il faut chauffer plus non ? bien que pour les petites pièces, sans contrainte genre cabine, carénage tourelle, l époxy marche pas mal j ai tester endfest 300 sur le balancier ca tient pas mal, pour l instant je n est qu un petit chalumeau dremel qui chauffe jusqu' a environ 1200 degré max d après la notice , mais ca c est la théorie ,il est tous petit , je vais potasser la question , arf...je constate qu' il me manque encore pas mal d outil , un chalumeaux , une bonne petite perceuse a colonne qui perse des trous droit !!! lol , une scie a ruban pour métaux ,une plieuse, une fraise , cnc de préférence ! une imprimante 3d avec son scaner laser ....nan mais je rigole la hein !!
en tous cas ca ma fait plaisir pendant mes quelques jours de conge de pouvoir bricoler des journées entière dans mon petit atelier qui devient aux files des jours , un gros bordel sans nom quel pied !!! merci jpg bonne nuit
nicolas 68- Messages : 54
Date d'inscription : 02/11/2021
Re: nouvelle pelle ou upgrade ?
par admin-jpg Sam 26 Fév - 8:01
Moi je suis serrurier Chaudronnier, donc des affinités pour les métaux et plus particulièrement l'acier.
Je pointe à l'argent, et si besoin est je renforce au castolin, mais les points d'argent bien pénétrés suffisent amplement à la tenue des pièces entre elles.
Trop de brasures peuvent nuire, notamment lors de la construction car on ne peu plus démonter que par meulages et découpages.
Comparativement l'acier mince de 0,75 mm est plus leger que les alu.
Souder les alu se fait de multiples façons, Bartste utilise une sorte de soudure étain spéciale en baguettes droites apparemment munies de décapants.
La chauffe des alu est délicate, car le métal passe de l'état solide à liquide instantanément, détruisant par la même tout le travail Deja fait.
En faits on construit alu, parce ce qu'il est relativement facile à travailler à froid, se scie facilement se rive et se visse, mais difficile à souder, et plus c'est mince et plus c'est difficile de souder.
Comparativement la meme fleche faite en alu et l'autre en acier, l'alu sera toujours plus lourde que l'acier parce que les parois la constituant devront etre plus épais de 3 à 5 mm plus tous les composants tenant en place ces 4 pièces.
La peur qui nous fait preferer les alu, c'est de foutre le feu à la maison et de la difficulté de savoir souder et braser, mais une fois que l'on sait, c'est d'une facilité déconcertante.
Les baguettes de castolin ou d'argent ont une ame de métal et un enrobage extérieur de décapant, ce sont des baguettes droites de 30 cm de long pour l'argent et de 50 cm pour le castolin.
Pour l'acier des baguettes droites d'un mètre, vendues en différends diamètres suivant l'importance volumétrique des soudures à pratiquer.
Le principe d'une flamme nue fait rejeter ces méthodes par les amateurs et ils ont tort : Une cuisinière a gaz est tout aussi dangereuse, une chaudière a gaz pour l'eau chaude et le chauffage aussi de même que les briquets à flammes pour allumer une cigarette.
Mon principe actuel quand je brase au chalumeau, je l'alume et regle la flamme que pour un point ou deux, puis je l'éteinds évitant par la même de lecher tous matériaux combustibles.
Par principes toutes brasures doit se faire sur un marbre métallique et sur un établis dégagé des matières combustibles.
L'attention et donc la tension du soudeur doit etre constante pour ne pas provoquer des incendies.
On est en tant que soudeur à la flamme en tension, au même titre qu'un conducteur automobile.
Une fleche en toles d'acier minces montées par brasures sera nettement plus solide qu'une fleche en alu, et quasiment indéformable.
Du coté des chalumeaux flammes, on trouve de tout et de rien, générallement des cartouches jetables de petites capacités qui ne tiennent pas la route dans le temps , et qui finissent par couter cher.
Le mieux en fait actuellement c'est le poste oxy acétylénique en bouteilles d'acier rechargeables, montées sur un petit chariot déplaçable, petit chalumeau aux bec interchangeables.
J'aie ce poste, et en appartement un plus petit, composé d'une bouteilles d'acier de 500 litres à 300 bars, et d'une cartouche jetable de gaz butane propane de marque camping gaz, qui est en faits un bricolage fait par mes soins.
Une recharge d'oxygéne me fait en général 2 mois d'utilisation à temps séquencés. Une recharge d'oxygéne coute actuellement 60 €.
En faits je suis propriétaire d'une bouteille d'oxygéne (sur le papier) que j'échange aux bricos du coin contre la même rechargée.
Je te ferais des photos de ces postes.
Le petit à les mèmes capacités que le gros 500 litres d'oxygéne à 300 bars, et 15 litres d'acétylène dissous à 15 bars, et pour le petit des cartouches jetables.




Un petit poste pourrait se bricoler, si l'on trouvais le détendeur et son joint qui se visse sur le robinet ogive de la bouteille, mais qui est introuvable de nos jours.
Le mieux en faits c'est pour toi, de jouer la sécurité par du matériel éprouvé acheté dans le commerce.
Un poste oxy pack sur chariot coute aux environs de 500 €, tu devient propriétaire du pack, et tu paie tes recharges par échanges des bouteilles mais ça n'est pas donné du tout, comparativement à mon petit poste, les recharges sont 2 fois plus chères.
Tu me diras alors : pourquoi dépenser tant, alors que je puis faire la même chose en alu ?
Je te répondrais que ce raisonnement ne tient pas la route, d'une part par les méthodes d'assemblages des alu, et les temps passés à les préparer et à les construire.
Le dernier boom que j'ai fabriqué pour la pelle lunaire en acier de 0,75 achetée au leroy merlin à été débité en partie sur cisailles d'établis, et par tronçonnages aux disques Corindon en 10 minutes maximum.
Un assemblage primaire avec 3 entretoises d'écartement qui restent après montage pour tenir les deux joues droite et gauche, puis les recouvrements dessus et dessous en brasures pointées m'a pris 30 minutes pour bien faire. En faits tous outillages miniaturisé d'un mini serrurier chaudronnier.
Je ne rejete pas les alu, vu que je m'en sert tous les jours, mais je fait un distinguo sur les matériaux employés.
Je pointe à l'argent, et si besoin est je renforce au castolin, mais les points d'argent bien pénétrés suffisent amplement à la tenue des pièces entre elles.
Trop de brasures peuvent nuire, notamment lors de la construction car on ne peu plus démonter que par meulages et découpages.
Comparativement l'acier mince de 0,75 mm est plus leger que les alu.
Souder les alu se fait de multiples façons, Bartste utilise une sorte de soudure étain spéciale en baguettes droites apparemment munies de décapants.
La chauffe des alu est délicate, car le métal passe de l'état solide à liquide instantanément, détruisant par la même tout le travail Deja fait.
En faits on construit alu, parce ce qu'il est relativement facile à travailler à froid, se scie facilement se rive et se visse, mais difficile à souder, et plus c'est mince et plus c'est difficile de souder.
Comparativement la meme fleche faite en alu et l'autre en acier, l'alu sera toujours plus lourde que l'acier parce que les parois la constituant devront etre plus épais de 3 à 5 mm plus tous les composants tenant en place ces 4 pièces.
La peur qui nous fait preferer les alu, c'est de foutre le feu à la maison et de la difficulté de savoir souder et braser, mais une fois que l'on sait, c'est d'une facilité déconcertante.
Les baguettes de castolin ou d'argent ont une ame de métal et un enrobage extérieur de décapant, ce sont des baguettes droites de 30 cm de long pour l'argent et de 50 cm pour le castolin.
Pour l'acier des baguettes droites d'un mètre, vendues en différends diamètres suivant l'importance volumétrique des soudures à pratiquer.
Le principe d'une flamme nue fait rejeter ces méthodes par les amateurs et ils ont tort : Une cuisinière a gaz est tout aussi dangereuse, une chaudière a gaz pour l'eau chaude et le chauffage aussi de même que les briquets à flammes pour allumer une cigarette.
Mon principe actuel quand je brase au chalumeau, je l'alume et regle la flamme que pour un point ou deux, puis je l'éteinds évitant par la même de lecher tous matériaux combustibles.
Par principes toutes brasures doit se faire sur un marbre métallique et sur un établis dégagé des matières combustibles.
L'attention et donc la tension du soudeur doit etre constante pour ne pas provoquer des incendies.
On est en tant que soudeur à la flamme en tension, au même titre qu'un conducteur automobile.
Une fleche en toles d'acier minces montées par brasures sera nettement plus solide qu'une fleche en alu, et quasiment indéformable.
Du coté des chalumeaux flammes, on trouve de tout et de rien, générallement des cartouches jetables de petites capacités qui ne tiennent pas la route dans le temps , et qui finissent par couter cher.
Le mieux en fait actuellement c'est le poste oxy acétylénique en bouteilles d'acier rechargeables, montées sur un petit chariot déplaçable, petit chalumeau aux bec interchangeables.
J'aie ce poste, et en appartement un plus petit, composé d'une bouteilles d'acier de 500 litres à 300 bars, et d'une cartouche jetable de gaz butane propane de marque camping gaz, qui est en faits un bricolage fait par mes soins.
Une recharge d'oxygéne me fait en général 2 mois d'utilisation à temps séquencés. Une recharge d'oxygéne coute actuellement 60 €.
En faits je suis propriétaire d'une bouteille d'oxygéne (sur le papier) que j'échange aux bricos du coin contre la même rechargée.
Je te ferais des photos de ces postes.
Le petit à les mèmes capacités que le gros 500 litres d'oxygéne à 300 bars, et 15 litres d'acétylène dissous à 15 bars, et pour le petit des cartouches jetables.
Un petit poste pourrait se bricoler, si l'on trouvais le détendeur et son joint qui se visse sur le robinet ogive de la bouteille, mais qui est introuvable de nos jours.
Le mieux en faits c'est pour toi, de jouer la sécurité par du matériel éprouvé acheté dans le commerce.
Un poste oxy pack sur chariot coute aux environs de 500 €, tu devient propriétaire du pack, et tu paie tes recharges par échanges des bouteilles mais ça n'est pas donné du tout, comparativement à mon petit poste, les recharges sont 2 fois plus chères.
Tu me diras alors : pourquoi dépenser tant, alors que je puis faire la même chose en alu ?
Je te répondrais que ce raisonnement ne tient pas la route, d'une part par les méthodes d'assemblages des alu, et les temps passés à les préparer et à les construire.
Le dernier boom que j'ai fabriqué pour la pelle lunaire en acier de 0,75 achetée au leroy merlin à été débité en partie sur cisailles d'établis, et par tronçonnages aux disques Corindon en 10 minutes maximum.
Un assemblage primaire avec 3 entretoises d'écartement qui restent après montage pour tenir les deux joues droite et gauche, puis les recouvrements dessus et dessous en brasures pointées m'a pris 30 minutes pour bien faire. En faits tous outillages miniaturisé d'un mini serrurier chaudronnier.
Je ne rejete pas les alu, vu que je m'en sert tous les jours, mais je fait un distinguo sur les matériaux employés.
admin-jpg- Admin
- Messages : 33290
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: nouvelle pelle ou upgrade ?
par admin-jpg Sam 26 Fév - 8:58
Tu parlais de BORDEL ??????????????????????????????????????? Et ça ? C'est quoi ?



Un bordel, c'est la ou un gars travaille.

Dans une maison de poupées c'est pas le bordel, on admire mais on y travailles pas.
Un bordel, c'est la ou un gars travaille.
Dans une maison de poupées c'est pas le bordel, on admire mais on y travailles pas.
admin-jpg- Admin
- Messages : 33290
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: nouvelle pelle ou upgrade ?
par admin-jpg Sam 26 Fév - 9:16
Tu parlais de perceuse sur colonne ?
Si au dos du banc de ton tour, il y a au milieu de sa longueur, une partie plate et usinée surfacée, c'est donc qu'un attachement du genres perceuse fraiseuse y est prévues ?
Alors je te proposerais de poser une perceuse chinoise comme sur ma dernière photo, la perceuse jointe au tour ?

Le bloc moteur monté sur sa colonne.
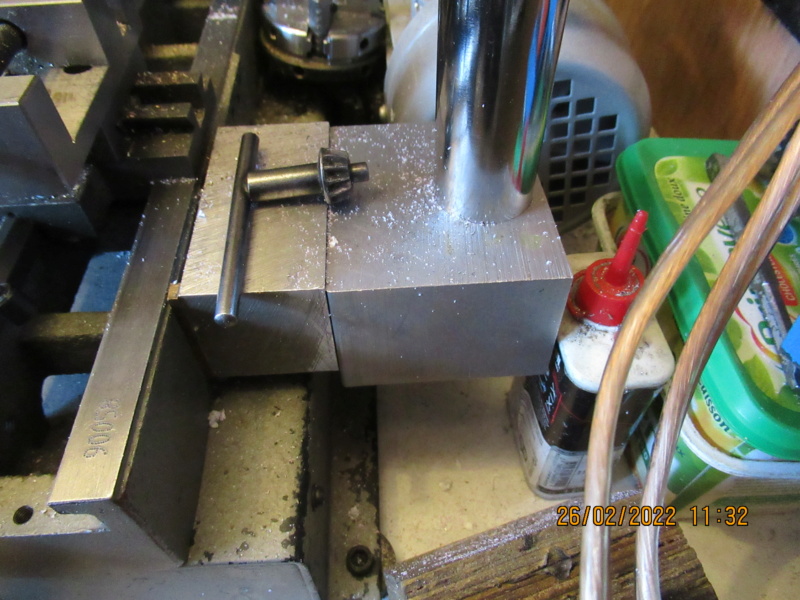
Sa colonne est sérrée dans un sabot alu monté en arrière du banc, sur l'attachement prévus pour une fraiseuse jointe sur banc de tour.

J'aie achetée cette perceuse chez Bang good pour 60 € elle était en promo, elle est vendue avec sa colonne tubulaire, et son plateau socle en alu moulé surfacé par fraisage.
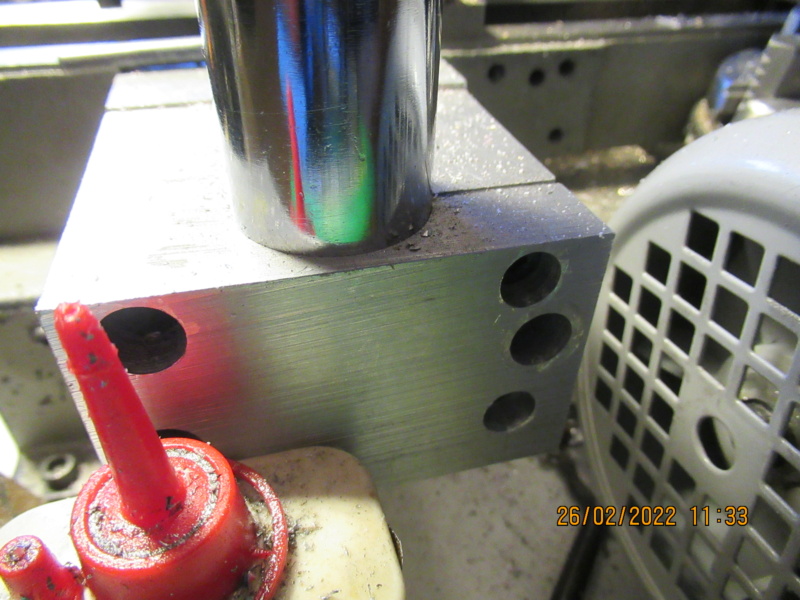
J'ai mis de coté le plateau et l'ai remplacé par un sabot en alu AU4G mécanique de la simmension de la surface fraisée au dos du banc de mon tour BD 3.
Lui ai percés 4 trous de 6,5 lamés dans les coins pour l'y fixer, puis refendu le bloc pour y placer deux autres vis lammées de 6 pour le serrage en pince de la colonne acier de 35 de la perceuse.
Celle ci est une sortes de moteur réducté en 220 v avec variateur de vitesse en façade et d'un inter ç bascule placé en haut de la machine.
Ce n'est pas une perceuse portable modifiée, mais une véritable perceuse moteur montée sur un banc de descente micrométrique, avec différentes butées de positions et pige de descente.
La hauteur de sa colonne permet d'y faire coulisser le bloc moteur sur toute la hauteur de la colonne.
Le mandrin à 3 mors permet de serrer des forets de 0à 13.
C'est donc une excellente perceuse sur colonne jointe à un tour, et si l'on monte un petit étau machine sur son banc porte outils, on fera un excellent travail orthogonal, pour pas cher le temps d'acheter une véritable fraiseuse à table croisée sur établis.
Tu parlais de fraiseuse CNC, oui mais il faut etre un excellent informaticien pour établir des programmes, tandis qu'une fraiseuse à table croisée conventionnelle fera un excellent travail pour n'importes quoi.
Je dirais pour finir, que tout l'outillage que tu cite, n'est pas de la rigolade, car travailler les matériaux , métaux compris, n'est pas possible avec les dents, et encore moins avec bite et couteau.
Simplement il faut cibler ses besoins réels et savoir ce qu'on veux faire avec l'outillage.
Le tour est l'outil qui a mon avis est essentiel, avec la perceuse à colonne jointe ou non au tour, est le complément indispensable.
Puis la fraiseuse sur établis à table croisée conventionnelle, qui est le complément machine du tour sera d'un meilleur usage qu'une fraiseuse CNC. la cisaille d'atablis pour couper toutes toles minces en conservant la rectitude des coupes. La rouleuse d'atablis réglable, et manuelle à manivelle que l'on peut se faire soit même pour peux qu'on ne soit pas trop gourmand en longueurs et en épaisseurs des toles à rouler.
Puis la panoplie des outillages électriques, la scie a ruban certes mais une micro tronçonneuse à scie fraise de 100 à se faire soit même à partir d'un moteur d'assuies glaces est encore mieux. (la mienne à plus de 30 ans d'usages intensifs et son deuxième moteur d'assuie glace automobile.Des milliers de coupes d'équerre et une dizaines de disques de scie passés.
Si au dos du banc de ton tour, il y a au milieu de sa longueur, une partie plate et usinée surfacée, c'est donc qu'un attachement du genres perceuse fraiseuse y est prévues ?
Alors je te proposerais de poser une perceuse chinoise comme sur ma dernière photo, la perceuse jointe au tour ?
Le bloc moteur monté sur sa colonne.
Sa colonne est sérrée dans un sabot alu monté en arrière du banc, sur l'attachement prévus pour une fraiseuse jointe sur banc de tour.
J'aie achetée cette perceuse chez Bang good pour 60 € elle était en promo, elle est vendue avec sa colonne tubulaire, et son plateau socle en alu moulé surfacé par fraisage.
J'ai mis de coté le plateau et l'ai remplacé par un sabot en alu AU4G mécanique de la simmension de la surface fraisée au dos du banc de mon tour BD 3.
Lui ai percés 4 trous de 6,5 lamés dans les coins pour l'y fixer, puis refendu le bloc pour y placer deux autres vis lammées de 6 pour le serrage en pince de la colonne acier de 35 de la perceuse.
Celle ci est une sortes de moteur réducté en 220 v avec variateur de vitesse en façade et d'un inter ç bascule placé en haut de la machine.
Ce n'est pas une perceuse portable modifiée, mais une véritable perceuse moteur montée sur un banc de descente micrométrique, avec différentes butées de positions et pige de descente.
La hauteur de sa colonne permet d'y faire coulisser le bloc moteur sur toute la hauteur de la colonne.
Le mandrin à 3 mors permet de serrer des forets de 0à 13.
C'est donc une excellente perceuse sur colonne jointe à un tour, et si l'on monte un petit étau machine sur son banc porte outils, on fera un excellent travail orthogonal, pour pas cher le temps d'acheter une véritable fraiseuse à table croisée sur établis.
Tu parlais de fraiseuse CNC, oui mais il faut etre un excellent informaticien pour établir des programmes, tandis qu'une fraiseuse à table croisée conventionnelle fera un excellent travail pour n'importes quoi.
Je dirais pour finir, que tout l'outillage que tu cite, n'est pas de la rigolade, car travailler les matériaux , métaux compris, n'est pas possible avec les dents, et encore moins avec bite et couteau.
Simplement il faut cibler ses besoins réels et savoir ce qu'on veux faire avec l'outillage.
Le tour est l'outil qui a mon avis est essentiel, avec la perceuse à colonne jointe ou non au tour, est le complément indispensable.
Puis la fraiseuse sur établis à table croisée conventionnelle, qui est le complément machine du tour sera d'un meilleur usage qu'une fraiseuse CNC. la cisaille d'atablis pour couper toutes toles minces en conservant la rectitude des coupes. La rouleuse d'atablis réglable, et manuelle à manivelle que l'on peut se faire soit même pour peux qu'on ne soit pas trop gourmand en longueurs et en épaisseurs des toles à rouler.
Puis la panoplie des outillages électriques, la scie a ruban certes mais une micro tronçonneuse à scie fraise de 100 à se faire soit même à partir d'un moteur d'assuies glaces est encore mieux. (la mienne à plus de 30 ans d'usages intensifs et son deuxième moteur d'assuie glace automobile.Des milliers de coupes d'équerre et une dizaines de disques de scie passés.
admin-jpg- Admin
- Messages : 33290
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: nouvelle pelle ou upgrade ?
par nicolas 68 Sam 26 Fév - 10:38
ok ok tu gagne la partie bordel mais c est de la triche ta plus de truc que moi


je viens de regarde derrière le tour, mais pas de partie surfacée , le chariot dépasse du châssis,

ok jpg je te remercie et je prend note de tes suggestions , et y voie un peut plus claire niveaux soudure baguette ect
faut que j aille faire les courses des parents Ya moins de monde vers midi bon weekend a toi et bonne construction a toute
bon weekend a toi et bonne construction a toute
je viens de regarde derrière le tour, mais pas de partie surfacée , le chariot dépasse du châssis,
ok jpg je te remercie et je prend note de tes suggestions , et y voie un peut plus claire niveaux soudure baguette ect
faut que j aille faire les courses des parents Ya moins de monde vers midi
nicolas 68- Messages : 54
Date d'inscription : 02/11/2021
Re: nouvelle pelle ou upgrade ?
par admin-jpg Sam 26 Fév - 13:10
Alors derrière ton tour, la surface est plate, il y a même deux trous, qui peuvent resservir étant taraudés à fixer une plaque de prise.
Si tu te décide pour la perceuse , ce qu'il faut, c'est fixer une plaque d'alu AU4G sur ce banc, et sous les fixations du chariot, il faut que celui ci coulisse sur le banc sans gènes.
Tu prévois la plaque longue, de la largeur restante sous le chariot, et assez épaisse pour le dépasser en épaisseur.
Les 2 trous sur le banc tu t'en fiche, par contre tu va percer ce bloc de prise de 4 trous dans les coins au diamètre 6,5, et tu finis par les lameler.
Le lamelage est une technique pour approfondir un trou au diamètre supopérieur du trous, ici ça sera du 10 ou du 11, ceci pour placer dans ces trous des vis à 6 pans creux en tètes cylindriques. Pour faire ces alésages tu perce sur une certaine profondeur, puis si tu dispose d'un foret identique mais dont les tranchants sont affutés presque plats, tu finis les fonds des trous, avec ce foret, ce qui ira très bien pour les vis qui vont apprécier le geste lol.
En faits si tu garde un cm de matière au fond des trous, ca te permetra de placer des vis de 6x30 de long qui seront taraudés dans la fonte du banc.
Ces fontes de machines sont du beurre a percer et tarauder, mais dures une fois usinés.
Pour que ça soit bien fait, tu ajuste ce bloc percé au ras du dessous du banc, et tu serre avec deux presses.
puis tu va pointer les trous sur le banc, avec le foret de 6,5.Tu aura repéré sur le bloc et sur le banc le sens du bloc, ex : sur un coin bien visible deux coups de pointeau sur le bloc et sur le banc.
Tu démonte et tu perce les trous à 5, que tu taraude à M 6x100.
Et tu met en place le bloc, les jeux dans les trous , vont te permettre d'ajuster par la suite, la verticalité de la colonne de la perceuse.
La colonne elle mème sera fixée sur un autre bloc, plus petit, en faits moins long, mais mème largeur et plus épais que le diamètre de la colonne qui fait 30 mm.
Son épaisseur est au prorata de la position de l'axe vertical du mandrin au milieu de la largeur du banc du tour, pour te permettre de mieux travailler, et si tu place un petit étau machine sur ton chariot porte outils de pouvoir le bouger cet étau en tous sens.
Cet étau je l'ai acheté sur le net 10 € il est fabriqué aux indes, il est tout en acier polis, et ses mors comportent une rainure en vé longitudinale et une verticale dans l'axe, et il est très pratique pour nos usinages.
Tu fixe le bloc de serrage de la même manière que le premier, par vis de 6x20 ou 30 taraudés dans l'alu du grand bloc.
Tu a un tour ? Et peut etre un 4 mors indépendants ? Ce qui te permettra de bloquer ce bloc entre les 4 mors, centrés sur le pointage de l'axe de la colopnne.
Fait en sortes qu'il reste au moins 5 mm de matière entre la colonne et l'arrière du bloc.
Tu va donc percer des trous succéssifs, pour y passer ton outil d'alésage, et ouvrir un trou traversant presque (en faits tu alése jusqu'à 25 en traversant totallement, puis pour l'alésage de finition tu laisse 2/3 mm de matière au fond du bloc, ainsi quand tu y mettra te colonne, elle ne passera pas au travers du bloc.
Puis à la disqueuse tu fait une fente d'un coté qui servira de pince de serrage à la colonne.
Je reprends mon bloc colonne, je lui ai percés 4 trous dans les coins pour le fixer au bloc précédent. trous lamellés profonds.
Puis sur ce bloc mais plus prés de la colonne, à la même hauteur que les deux trous de fixation sur le bloc du dessous, je perce deux trous de 5 non traversants.
En faits, percés à 6,5 jusqu'à la fente de serrage, puis se terminant à 5 sur 30 mm de plus, pour etre taraudés à M 6, on peut lameller les alésages de 6,5, pour incruster les tètes cylindriques dans le bloc .
En faits dans tous ces travaux de perçages lamellées, il faut penser à la longueur du taraud de 6, surtout sur les deniers trous.
Quand tu place ta colonne munie de sa perceuse tu serre les deux vis, elle ne bougeras plus, d'autant que ce tube n'ira pas plus loin que l'apaisseur du bloc.
Si tu te décide pour la perceuse , ce qu'il faut, c'est fixer une plaque d'alu AU4G sur ce banc, et sous les fixations du chariot, il faut que celui ci coulisse sur le banc sans gènes.
Tu prévois la plaque longue, de la largeur restante sous le chariot, et assez épaisse pour le dépasser en épaisseur.
Les 2 trous sur le banc tu t'en fiche, par contre tu va percer ce bloc de prise de 4 trous dans les coins au diamètre 6,5, et tu finis par les lameler.
Le lamelage est une technique pour approfondir un trou au diamètre supopérieur du trous, ici ça sera du 10 ou du 11, ceci pour placer dans ces trous des vis à 6 pans creux en tètes cylindriques. Pour faire ces alésages tu perce sur une certaine profondeur, puis si tu dispose d'un foret identique mais dont les tranchants sont affutés presque plats, tu finis les fonds des trous, avec ce foret, ce qui ira très bien pour les vis qui vont apprécier le geste lol.
En faits si tu garde un cm de matière au fond des trous, ca te permetra de placer des vis de 6x30 de long qui seront taraudés dans la fonte du banc.
Ces fontes de machines sont du beurre a percer et tarauder, mais dures une fois usinés.
Pour que ça soit bien fait, tu ajuste ce bloc percé au ras du dessous du banc, et tu serre avec deux presses.
puis tu va pointer les trous sur le banc, avec le foret de 6,5.Tu aura repéré sur le bloc et sur le banc le sens du bloc, ex : sur un coin bien visible deux coups de pointeau sur le bloc et sur le banc.
Tu démonte et tu perce les trous à 5, que tu taraude à M 6x100.
Et tu met en place le bloc, les jeux dans les trous , vont te permettre d'ajuster par la suite, la verticalité de la colonne de la perceuse.
La colonne elle mème sera fixée sur un autre bloc, plus petit, en faits moins long, mais mème largeur et plus épais que le diamètre de la colonne qui fait 30 mm.
Son épaisseur est au prorata de la position de l'axe vertical du mandrin au milieu de la largeur du banc du tour, pour te permettre de mieux travailler, et si tu place un petit étau machine sur ton chariot porte outils de pouvoir le bouger cet étau en tous sens.
Cet étau je l'ai acheté sur le net 10 € il est fabriqué aux indes, il est tout en acier polis, et ses mors comportent une rainure en vé longitudinale et une verticale dans l'axe, et il est très pratique pour nos usinages.
Tu fixe le bloc de serrage de la même manière que le premier, par vis de 6x20 ou 30 taraudés dans l'alu du grand bloc.
Tu a un tour ? Et peut etre un 4 mors indépendants ? Ce qui te permettra de bloquer ce bloc entre les 4 mors, centrés sur le pointage de l'axe de la colopnne.
Fait en sortes qu'il reste au moins 5 mm de matière entre la colonne et l'arrière du bloc.
Tu va donc percer des trous succéssifs, pour y passer ton outil d'alésage, et ouvrir un trou traversant presque (en faits tu alése jusqu'à 25 en traversant totallement, puis pour l'alésage de finition tu laisse 2/3 mm de matière au fond du bloc, ainsi quand tu y mettra te colonne, elle ne passera pas au travers du bloc.
Puis à la disqueuse tu fait une fente d'un coté qui servira de pince de serrage à la colonne.
Je reprends mon bloc colonne, je lui ai percés 4 trous dans les coins pour le fixer au bloc précédent. trous lamellés profonds.
Puis sur ce bloc mais plus prés de la colonne, à la même hauteur que les deux trous de fixation sur le bloc du dessous, je perce deux trous de 5 non traversants.
En faits, percés à 6,5 jusqu'à la fente de serrage, puis se terminant à 5 sur 30 mm de plus, pour etre taraudés à M 6, on peut lameller les alésages de 6,5, pour incruster les tètes cylindriques dans le bloc .
En faits dans tous ces travaux de perçages lamellées, il faut penser à la longueur du taraud de 6, surtout sur les deniers trous.
Quand tu place ta colonne munie de sa perceuse tu serre les deux vis, elle ne bougeras plus, d'autant que ce tube n'ira pas plus loin que l'apaisseur du bloc.
admin-jpg- Admin
- Messages : 33290
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: nouvelle pelle ou upgrade ?
par admin-jpg Sam 26 Fév - 13:32
Le tour sur ta table oui, mais ???????
La table ronde à droite, oui mais ???????????????????????
Je serais toi, je placerais sur la table du tour un grand panneau de bois lamellés collés qui ailles de la gauche vers la droite contre le mur, d'un coté il repose sur la table du tout et il y est vissé dessus, et à droite sur un tréteau en bois, remplaçant la table ronde que tu doit réserver aux casses croutes lol.
Avec cet immense plateau tu va pouvoir enfin travailler à ton aise.
De toutes façons, plus on a de places, plus on y met du bordel, mais au moins ta place sera bien utilisée.
Si en plus sur la partie droite tu y place des cubes de rangements, tu pourras stocker du bordel ?
Ces cubes de rangements sont vendus par Conforama à des prix dérisoires, il y a le cube unique, puis deux cubes, puis 3 cubes, en blanc, noir, couleurs bois
Pareils pour tes rayonnages à Conforama des bibliothéques a monter soit meme a des prix défiant toute concurrence.

Ce bi cubes soutient mon tour BD3, il est mobile posés sur 4 roulettes donc déplaçables, pour récupérer les pièces tombées mais aussi le nettoyage.

Des cubes accrochés au mur ou posés les uns sur les autres pour ranger mes radios ou des modèles finis.

3 fois 4 cubes dans la chambre de ma mine, pour ranger ses pants et alèses, et encore du bordel.
La table ronde à droite, oui mais ???????????????????????
Je serais toi, je placerais sur la table du tour un grand panneau de bois lamellés collés qui ailles de la gauche vers la droite contre le mur, d'un coté il repose sur la table du tout et il y est vissé dessus, et à droite sur un tréteau en bois, remplaçant la table ronde que tu doit réserver aux casses croutes lol.
Avec cet immense plateau tu va pouvoir enfin travailler à ton aise.
De toutes façons, plus on a de places, plus on y met du bordel, mais au moins ta place sera bien utilisée.
Si en plus sur la partie droite tu y place des cubes de rangements, tu pourras stocker du bordel ?
Ces cubes de rangements sont vendus par Conforama à des prix dérisoires, il y a le cube unique, puis deux cubes, puis 3 cubes, en blanc, noir, couleurs bois
Pareils pour tes rayonnages à Conforama des bibliothéques a monter soit meme a des prix défiant toute concurrence.
Ce bi cubes soutient mon tour BD3, il est mobile posés sur 4 roulettes donc déplaçables, pour récupérer les pièces tombées mais aussi le nettoyage.
Des cubes accrochés au mur ou posés les uns sur les autres pour ranger mes radios ou des modèles finis.
3 fois 4 cubes dans la chambre de ma mine, pour ranger ses pants et alèses, et encore du bordel.
admin-jpg- Admin
- Messages : 33290
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: nouvelle pelle ou upgrade ?
par admin-jpg Sam 26 Fév - 13:39


Des bibliothéques bois pour mes modéles et du bordel.

Encore une grande bibliothéque bois pour mes modèles dans le séjours, et un peux de bordels.
admin-jpg- Admin
- Messages : 33290
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: nouvelle pelle ou upgrade ?
par admin-jpg Sam 26 Fév - 13:46

Un plateau lamellés collés soutenus par deux trétaux et supportant du bordel.

Encore des cubes et du bordel.

Au plafond mes avions et encore du bordel.
admin-jpg- Admin
- Messages : 33290
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
» Pelle sur pneus nouvelle vague
» Nouvelle pelle Bruder à greg
» Nouvelle pelle Volvo de Tony (membre d'autres forums)
» nouvelle pelle à pneus mini de bruder en rouge et gris au 1/16
» La nouvelle 320 CAT de bruder par JPG en hydraulique.
» Nouvelle pelle Bruder à greg
» Nouvelle pelle Volvo de Tony (membre d'autres forums)
» nouvelle pelle à pneus mini de bruder en rouge et gris au 1/16
» La nouvelle 320 CAT de bruder par JPG en hydraulique.
Ma petite entreprise TP - mini engins TP :: votre 1ère catégorie :: les engins de terrassement :: Les pelles mécaniques
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum