Les outils interchangeables des pelles.
Ma petite entreprise TP - mini engins TP :: votre 1ère catégorie :: les engins de terrassement :: Les pelles mécaniques
Page 7 sur 8 •  1, 2, 3, 4, 5, 6, 7, 8
1, 2, 3, 4, 5, 6, 7, 8
Re: Les outils interchangeables des pelles.
par admin-jpg Mer 20 Déc - 9:48
Un asynchro chauffe aussi mais bien plus tard, et ils ont tous des ailettes de refroidissement.
Du bruit, mais toutes les fraises font du bruit .
Mais pour pas que ca fasse du bruit, il faut que ce soit la machine par son poids de métal qui absorbe les bruits.
Forcément avec nos machines en fontes d'alu plus leger les vibrations sont propagées par le métal.
Si machine posée sur établis non lourd telle une planche ça va faire du bruit, par contre sur établis lourd massif le bruit sera absorbé par la masse.
Et puis au bruits de la fraise s'ajoute le moteur, les engrenages, la rotation de la machine.
Les bruits ont toujours été l'apanage des machines outils.
Y fait aussi les mauvaise isolation des pièces dans lesquelles ces machines fonctionnent, outre les isolations au froid il faut des insonorisations poussées, avec des panneaux de liège par exemple en doublages des murs.
En faits chez toi les bruits ont été exacerbés par Elise qui en a fait sa bète noire.
Du moment que c'est bruyant elle gueule, forcément tu culpabilise, et tu arrete tous travaux.
Est ce que le garage soit LA solution ? Si en plus elle y vient par masochisme pour te casser les noix, ça sera son paroxisme pour te nuire.
Dans ma chambrette le bruit est insignifiant, je l'ai demandés à mes proches voisines, en dessous et au dessus seuls le coups de marteaux sur enclume s'entendent, la encore ce sont les établis qui transmettent, alors dans ces cas, le mieux est de placer le Tas sur tes genoux pour dresser tes toles, nos jambes amortissent les à coups.
Quand au tour et sa perceuse, personne ne les entendent, sans parler des micro meules, tu en sait maintenant quelques choses. C'est silencieux.
Dernière édition par admin-jpg le Ven 22 Déc - 18:23, édité 1 fois

admin-jpg- Admin
- Messages : 33285
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -

Re: Les outils interchangeables des pelles.
par Bamo Mer 20 Déc - 12:18
L'emco en tour est très supportable, Elise le trouve même agréable, c'est la fraise dans le métal qui fait vraiment du bruit. Je verrai pour mettre une planche en caoutchouc en dessous, çà absorbera une partie .

Bamo- Messages : 6938
Date d'inscription : 17/03/2019
Age : 51
Localisation : Franconville
Re: Les outils interchangeables des pelles.
par admin-jpg Mer 20 Déc - 13:06
Plus il y a de taillants moins c'est bruyant, fait l'éssais avec une fraise 4 taillants hélicoïdaux, qui travaillent en plongeant et la latéralement, tu n'entendra pas son bruit.
Puis plus les fraises s'usent plus elles sont bruyantes, vu qu'il faut forcer d'avantages.
Mais ça c'est une qualité d'aciers, certes des fraises dures c'est cher mais on s'y retrouve dans le temps avec des fraises qui tiennent des années.
Les miennes proviennent de mon ancien atelier ville de Lyon, je les ai piquées car il allaient tout foutre à la ferrailles, on les achetaient chez un pro des usinages, et que dans la qualité.
admin-jpg- Admin
- Messages : 33285
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par Bamo Mer 20 Déc - 13:19
J'ai fraisé en 4 dents et en fait c'est tout le banc du tour qui doit entrer en vibration.
Bamo- Messages : 6938
Date d'inscription : 17/03/2019
Age : 51
Localisation : Franconville
Re: Les outils interchangeables des pelles.
par admin-jpg Mer 20 Déc - 14:04
J'avais monté ce petit tour sur un coffrage en contre plaqué de 10 pour les dessus et dessous et au milieu des compartimentage pour les outillages et fraises, à cette époque je n'était pas encor sourd, bon je n'avais plus qu'une oreille, mais je n'aie jamais perçus des vibrations sur le banc comme tu les a ressenties.
Pourtant j'en ai faits des montages à la mors moi le noeud, des trucs paraissant bancales pour des usinages spéciaux, et mes états de surfaces étaient nickels, aussi bien en tournages que fraisages.
Bon d'accord j'ai cassées des tas de joints toriques et des cordes vertes, par métrages entiers.
C'est con que je manquait de place en cave, j'aurais su je l'aurais gardé tu penses tour et fraiseuse pour 300 € pour le copain qui m'avait fait fabriquer les Dahox rouges, j'aurais refait les jeux de poulies en micro trapézoïdales.
La, je bout d'impatience j'attends GLS qui doit me livrer le Proxxon, d'après les données GPS il serait à 2 km de chez moi mais je ne voit rien venir, ça me fout les boules. Pourtant la boite jointe au téléphone m'affirme qu'il sera livré dans la journée.
admin-jpg- Admin
- Messages : 33285
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Ven 22 Déc - 18:20


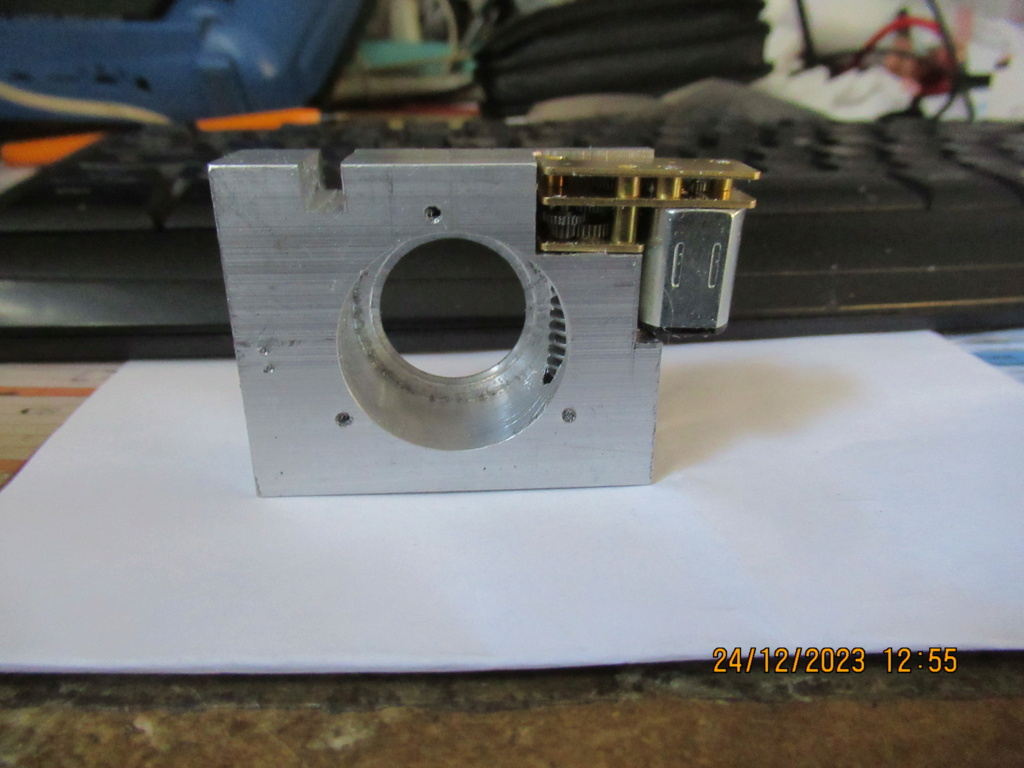
Ce soir donc essais des fraisages de précision sur Proxxon et sur un premier sommier.
Fraise de 3 régime de vitesse approximativement 10 000 tours.
Les verniers ne bougent pas malgrés l'absence de blocage, les passes à cette vitesse sont en profondeur 3/4 mm, et en translation 1 mm, certes en vitesse supérieure les pénétrations devraient etre doublées.
Fraise 2 tranchants, les copeaux ressemblent plus à de la laine qu'à des tire bouchons.
Fraisage donc du logement moto réducteur suivant tracés, on arrives à de belles précisions.
Pour la bécane pas besoin de la charogner, avec ses vitesses et ses petites fraises on fit ce qu'on veux.
Les passes , et c'est le cas de le dire passent sans forcer, ça mange l'alu comme du coton.
J'ai ouvert le couvercle supérieur, c'est donc un petit moteurs tel un 540 mais en 220 v, je présume, à moins que le vario ne transforme le 220 v en courant continu ?
Mème si je modifiais je risque bien de ne plus avoir de refuite en plongeant.
Mon étau machine de perceuse à été mis en place par vis de 5 et écrous carrés modifié en M 5, carrés écrous au demeurant épais de 4 mm, et ça ne bouge pas.
Mais je ferais en sortes de bloquer sa manivelle médiane pour éviter que ça ne coince le transversal.
Coté bruits, pas plus que le BD en marche, je ne penses pas que les voisins entendent quoi que ce soit, chez nous les murs ne sont pas en papier chiottes.
Moralité, pour nos usages de modélisme TP, c'est une très bonne fraiseuse, pour massif de fléche, Engcon, et autres menus fraisages.
Un truc pratique : des jauges de progression en millimètres coulissante dans des rainures afin de rattraper les zéro du départ une fois l'affleurement des fraises faites.
admin-jpgAdmin
Messages : 31929
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY
admin-jpg- Admin
- Messages : 33285
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Ven 22 Déc - 18:26
admin-jpg- Admin
- Messages : 33285
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Sam 23 Déc - 11:36
admin-jpg- Admin
- Messages : 33285
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Sam 23 Déc - 15:58
Cette fois j'y suis allé carrément, fraise à 9 mm de profondeur, et franco des fraisages en passes d'un mm, punaise ça débourre en ayant augmentée la vitesse, par contre absolument necessaire de bloquer au moins l'axe vertical qui se dessert,
Je verrais mardi chez Michaud s'ils en ont des poignées en 4 mm, parce que la chetite vis de 3 de blocage autant la récupérer pour autres choses.
Surtout content de ma petite machine qui me permet de bosser chez moi quand je veux, sans etre obligé de m'habiller chaudement pour bosser à la cave.
Pour Marc, tant qu'on se contente de pièces pour nos modélismes TP, cette machine est bien suffisante.
Puis le fait d'en avoir une plus grosse avec un immense plateau, se justifie si l'on veux faire des pièces longues tels des chassis de locomotives à Vapeur ou autre pour du modélisme ferroviaire de jardin.
Bien sur tant qu'à faire, comme l' à fait un ancien membre du mini train, dans son atelier en villa, fraiseuses et tours de 2/3 tonnes, de type industriels CHAUBLIN, mais il a finit par y arriver au mini tour d'établis, pour travailler au chaud et assis, et je penses que depuis il a du investir en fraiseuse d'établis.
Pas géné aux entournures l' ami, commandant de marine marchande à la retraite, mais il a commencé par construire des moteurs thermiques pour modeles d'avions RC, mono cylindriques puis multi cylindriques en étoile sur ses grosses machines.
Comme quoi la possession de machines de différends calibres est fortement recommandée
admin-jpg- Admin
- Messages : 33285
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par Bamo Sam 23 Déc - 16:34
Bamo- Messages : 6938
Date d'inscription : 17/03/2019
Age : 51
Localisation : Franconville
Re: Les outils interchangeables des pelles.
par admin-jpg Sam 23 Déc - 17:12
Les perceuses fraiseuse jointes sur tours, sont des pis aller quand on ne peut pas faire autrement, comme sur le Toyo 210 ou ton EMCO, Ou encore sur mon Toyo 360, mais ces colonnes étaient prévues pour etre montées plus tard sur tables croisées, elles devenaient alors de véritables fraiseuses. Mais le gars qui à modifiée ta fraiseuse à fait ça en cochon, et l'augmentation des vitesses ont eues raisons du moteur qui a grillé. Sur la mienne je n'aie jamais cherché à modifier quoi que ce soit, elle tournait très bien ainsi, et Raphi 74 à toujours l'ensemble fonctionnel, seules choses à changer les pouliages toriques pour des micro trapézoïdales.
Mais toi tu n'y va rien y faire si tu opte pour la Proxxon.
Et pour ces poignées indexables :
L'une va remplacer la molette de 3, la seconde va bloquer le latéral à conditions de remplacer la vis cylindriques de table croisée par un fraisage, pour vis fraisé, la 3 em sur la vis de droite du réglage du lardon.
Les blocages des 3 axe est indispensable, c'est drôle qu'ils n'y ai pas pensés ?
Avec il te faut l'étau et un jeu de fraises.
Je fixerais la machine sur un socle bois, genres agglo pour la sur élever, de façons à avoir plus de facilité pour la manette indexable en dessous de la table.
admin-jpg- Admin
- Messages : 33285
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Dim 24 Déc - 8:46
Il me fallait cet étau, car quand je bosse sur fraiseuse, je peut etre appellé à travailler sur perceuse, et si l'étau est bloqué, c'est la merde, un risque de s'ésquinter les doigts.
Ainsi je puis alterner et les interchanger sans problèmes, suivant les volumes à serrer.
Je rappelle que l'on fait 90% des travaux sur fraiseuse en étau machine.
admin-jpg- Admin
- Messages : 33285
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par Bamo Dim 24 Déc - 9:24
J'ai d'ailleurs continuer à chercher des 4 mors pour l'emco, je n'en trouve qu'en concentriques, y a le K02-63 qui fait çà. Mais en indépendant j'arrive pars à trouver en dessous de 80 c'est le K72-80
Bamo- Messages : 6938
Date d'inscription : 17/03/2019
Age : 51
Localisation : Franconville
Re: Les outils interchangeables des pelles.
par admin-jpg Dim 24 Déc - 9:54
Par contre le 4 mors concentrique est littéralement génial en attachement vissé de 14x100
J'ai été obligé de fabriquer une contre plaque pour mes mandrins de 80, en 3 mors et 4 mor indépendants
Il faut prendre une rondelle en AU 4 G, de 25 mm d'épaisseur, de 80 de diamètre, dans la quelle on fait en premier l'empreinte de centrage de ton plateau de montages de mandrin, si tu le fait sur le bamoform.
Mais si tu le fait pour l'emco, il faut en tout premier faire un bossage de 30 sur 8/10 d'épaisseur alesé à 13, et moi je te le taraude à 14X100.
Une fois la plaque vissée sur le tour, on fait le centrage du mandrin de 80, ce qui permet de bien le centrer.
Puis sur diviseur indexable de faire les 3 trous pour mandrin 3 mors s"'il y a lieu; et pour le 4 mors, en conservant un des trous du 3 mors comme pion principal.
Je te l'avais dit, je dispose d'un 4 mors de 80 acheté en doublon, il me suffit de te faire ta plaque en alu, finie livrée, soit tu m'achete le 4 mors de 80 ?
Soit tu te sert du tient si c'est le même ?
Bon c'est vrais que ces mandrins sont ENORMES, et lourds mais on ne peut pas faire autrement, je les utilise que quand mes pièces ne peuvent etre serrées autrement, mais leur possession est un plus dans nos petites machines.
ATTENTION pour l' EMCO il risque de ne pas passer, vue sa faible hauteur de pointes surtout en mors ouverts, ceux ci touchants le banc du tour. Mon BD à une hauteur de pointes bien supérieures
Mais toi tu as tous intérêts a te trouver un 4 mors pour cet EMCO
admin-jpg- Admin
- Messages : 33285
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Dim 24 Déc - 10:06
L'axe de manoeuvre faisant 2 mm, en faits une tige filetée de 3 ramenée à 2 sur un bout sur 6 de long, de sortes que l'axe se visse sur le bossage avant la fourchette
.
Et puis faut que je regardes si un N 20 de coté passerait en retaillant le creux ménagé précédemment, en effets si le moteur du N 20 peut etre en bout (du sommier) et non sur le coté ? Avantages de pouvoir fixer l'ensemble avec des vis de 1,6, vu que le moteur n'y est plus, le sommier sera façonnés pour cela. Et donc pas de creux ménagé dans le coté du sommier pour laisser passer le moteur.
Après vérifications, ça passe, à conditions de déplacer les axes oscillants en bas des sommiers et de les faire plus longs pour que les sommiers échappent les moteurs.
Pour les fixations les vis en faits sont en diagonales, donc profitables, pour percer des trous de 2 dans les logements déjà faits, et en plaçant collées des vis longues de l'intérieur vers l'éxtérieur pour fixer les motos.
Une fois ces travaux préparatoires faits, voir les possibilités pour alleger les blocs sommiers par enlèvement de matières.
admin-jpg- Admin
- Messages : 33285
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par Bamo Dim 24 Déc - 10:33
Bamo- Messages : 6938
Date d'inscription : 17/03/2019
Age : 51
Localisation : Franconville
Re: Les outils interchangeables des pelles.
par admin-jpg Dim 24 Déc - 10:57
Pour mes sommiers, comme ceci :
admin-jpg- Admin
- Messages : 33285
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par Bamo Dim 24 Déc - 12:07
Bamo- Messages : 6938
Date d'inscription : 17/03/2019
Age : 51
Localisation : Franconville
Re: Les outils interchangeables des pelles.
par admin-jpg Dim 24 Déc - 12:19
Pour fixer le N 20 j'irais acheter un ou 2 tarauds de 1,6 chez mon fournisseur, percer au plus juste au travers des réducteurs, et tarauder leger bien gras, en douceur.
Tu voit l'avantage d'une fraiseuse en appartement :Pouvoir faire de suite les modifs au lieu de descendre en cave bien habillé, l'étau est en place, bloquer la pièce et fraiser.
Mais je munirais les 3 axes de poignées indexables ou de boutons de blocages en M 4, moins chers.
admin-jpg- Admin
- Messages : 33285
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par Bamo Dim 24 Déc - 13:41
Bamo- Messages : 6938
Date d'inscription : 17/03/2019
Age : 51
Localisation : Franconville
Re: Les outils interchangeables des pelles.
par admin-jpg Dim 24 Déc - 13:52
Pour le reste, je ne comprends pas.DE quoi tu parles ?
Pignon de 50 dts au module 0,5, diamètre 26,2 vis sans fin au module 0,5 diamètre 8, acier, que pour 3 sommiers.
Pour les autres ça sera module 0,5 pour les roues plastiques de 50 dts au diamètre 26, vis san fins laiton au module 0,5 diamètre 6 laiton
Je sait c'est du bric et broc, mais entre les prix de michaud et ceux des chinois , il n'y a pas photos, je suis obligé de faire avec mes compositions.
admin-jpg- Admin
- Messages : 33285
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par Bamo Dim 24 Déc - 15:05
Bamo- Messages : 6938
Date d'inscription : 17/03/2019
Age : 51
Localisation : Franconville
Re: Les outils interchangeables des pelles.
par admin-jpg Dim 24 Déc - 15:37
Par après on rentre dans l'horlogerie, michaud fait du 0,3.
Bon ce qui me manque maintenant c'est un taraud de 1,6, pour fixer mes moteurs.
Faut juste que je meule encore mes roulements en écoin, pour la place des vis sans fin de 8, juste ce qu'il faut au ras intérieur de la bague.
Pour le tient, tu est dans la vérité, moi je me suis planté, j'aurais du suivre le modele de la Mécalac.
En faits mes gros roulements prennent une place énorme, parce que mes plus grosses vis font 8, et c'est ce jeu qu'il me manque, et puis j'ai voulu utiliser mes JT de 12, colossale erreur, qui me fait doubler les diamètres, de conneries en conneries, je me fait suer comme un con.
Tels quels je ne puis rien rattraper, à cause des gros JT de 12.
Conneries pour conneries je vais continuer dans mes conneries.
Par contre si tu fait le tient avec une fraiseuse Proxxon tu va te régaler, fraise de 3 10 000 tours ça mange l'alu comme un biscuit, à une vitesse folle.
Mes conneries m'ont entrainées dans de multiples modifications ce qui me font prendre un temps fou, de détails en détails.
Le coup des N20 de coté est une bonne solution, il me faut donc fraiser les 4 autres.
Mais j'ai pas mal avancé dans mes conneries, de perçages en fraisages.
admin-jpg- Admin
- Messages : 33285
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par Bamo Dim 24 Déc - 15:55
en plus çà facilite des choses. le trou de la vis sans fin peut passer à 8 pour être à l'aise, et le cadre dans lequel je n'ai plus besoin de prévoir le passage du N20 quand il dépasse 30° d'inclinaison.
Autre amélioration, comme j'ai plein de MR63zz, je vais pouvoir tailler dans le sommier au fond du trou de la vis sans fin une empreinte de 6*4 pour y mettre le roulement, et avec un petit bout de tige de 3 guider le bout de la vis sans fin qui ne pourra jamais s'échapper du pignon.
La proxxon a l'air vraiment bien, tu la valides à 100%, ce sera mon prochain achat d'outillage
Bamo- Messages : 6938
Date d'inscription : 17/03/2019
Age : 51
Localisation : Franconville
Re: Les outils interchangeables des pelles.
par admin-jpg Dim 24 Déc - 16:18
Lors des fraisages surveiller les manivelles qui risquent de tourner sous vibrations malgrés les serrages additionnels.
Utilisation d'un étau machine pour pièces unitaires.
Oui je valide 100% je n'y croyait pourtant pas, mais ses résultats m'ont convaincus.
Et puis question rapidité du travail chapeau, il me restait à fraiser les logements des N 20 de coté sur 4 sommiers, et avec les reprises ça m'à pris moins de 30 minutes.
C'est simple, je doit faire des passes de 9 mm de profondeur, c'est partis pour une suite de passes latérales d'un à 2 mm, et ça va très vite, juste à se souvenir du nombres des tours des manivelles. Et maintenir l'axe de profondeur.
Pour des trous en plongeant, pareils avec le vernier, ça va aussi vite.
Quand je me rends compte du nombres de petites pièces faites en cave, avec celle ci j'aurais moins perdu de temps, et à me les geler en hiver.
Ma grosse est faite pour d'autres travaux en longs comme des échelles ou des délignages, ou débourrer dans de très grosses pièces impossible à faire sur la Proxxon.
Souvent je m'en suis vu sur le BD en 4 mors à caller ceux ci pour des pontets supports de servos, avec la fraiseuse, ça se fait en un tourne mains.
Surtout pas changer son porte fraises, 3 mm étant le maxi, à moins de trouver des fraises décolletées en 3 de queues, je penses qu'en jouant sur les vitesses de broche on peut aller à 6.
Et fort étonnant l'écrou ne se desserre pas une fois la fraise bloquée, faut dire que celles ci les pinces, sont en acier.
admin-jpg- Admin
- Messages : 33285
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Page 7 sur 8 • 1, 2, 3, 4, 5, 6, 7, 8
» pelles électro hydrauliques LIEBHERR 964 B
» Pelle bruder mode leimbach avec options pour JB38
» Le ballet des pelles
» Les outils hydrauliques et non hydrauliques équippants nos engins TP
Ma petite entreprise TP - mini engins TP :: votre 1ère catégorie :: les engins de terrassement :: Les pelles mécaniques