Le projet de chariot Manitou Tmm25-4w de Bamo
Ma petite entreprise TP - mini engins TP :: votre 1ère catégorie :: les engins de terrassement :: Les élévateurs télescopiques
Page 3 sur 22 •  1, 2, 3, 4 ... 12 ... 22
1, 2, 3, 4 ... 12 ... 22
Re: Le projet de chariot Manitou Tmm25-4w de Bamo
par admin-jpg Jeu 21 Mar - 8:58
Le gros écueil qu'il faut retenir en matière de pliages, c'est la notion fermés/ouverts.
Un bon plis , se doit d’être parfaitement d’équerre sur toute l'envergure de la tôle, ni trop fermé, ni trop ouvert, on parles d'un plis à 90°.
Il faut que cela soit une évidence dans vos esprits, c'est que plus la pièce à plier est courte, meilleur sera son plis, et plus la tôle à plier est longue moins d’équerre sera son plis.
Que ce soit avec une plieuse à tablier mobile ou une plieuse hydraulique à vérins, si mal réglées , plis fermés des deux cotés, et ouvert au milieu, dans l'industrie vis a vis du patron et du client , c'est irrecevable, et hors de questions de taper dessus avec un marteau à cause des traces de ce marteau.

admin-jpg- Admin
- Messages : 33294
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -

Re: Le projet de chariot Manitou Tmm25-4w de Bamo
par admin-jpg Jeu 21 Mar - 9:02
Ouais, super le mec de la vieille école, on est faits pour s'entendre.
Je ne parles donc pas pour ne rien dire.
admin-jpg- Admin
- Messages : 33294
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Le projet de chariot Manitou Tmm25-4w de Bamo
par admin-jpg Jeu 21 Mar - 9:05
Je ne pouvais pas décemment te laisser entamer ce super projet sur les camions sans intervenir par mes pavés saoulant comme dit Cédric 35
admin-jpg- Admin
- Messages : 33294
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Le projet de chariot Manitou Tmm25-4w de Bamo
par admin-jpg Jeu 21 Mar - 9:07
admin-jpg- Admin
- Messages : 33294
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Le projet de chariot Manitou Tmm25-4w de Bamo
par admin-jpg Jeu 21 Mar - 9:08
admin-jpg- Admin
- Messages : 33294
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Le projet de chariot Manitou Tmm25-4w de Bamo
par admin-jpg Jeu 21 Mar - 10:04
Sur plieuses hydrauliques, les pliages se font grace à des couteaux montés dans une glissière supérieure tenu par un lardon sur toute l'envergure de la plieuse, ces couteaux ont des formes spéciales pour permettre des plis fermés et des retours arrières, ils se présentent de différentes longueurs, le plus petit fait 1 cm de long les plus grands de 50 cm à 1 mètre, on place alors le nombre de couteaux en fonction des longueurs à plier et des formes à donner.
Les pliages se font sur une pièce carré appelé Vé qui peut faire l'envergure de la machine, mais il y en a de plus petits en fonction des travaux a exécuter.
Ces Vé sont des pièces de fraisages aux formes parfaites, ils sont carré égaux et sur chacune de leur face est fraisé en Vé des rainures de pliages, Vé de 10 mm en diagonales, Vé de 20, 30, 40, en faits sur une face peut se trouver décalés deux vés, par exemple 10 et 20.
Tout le long de l'envergure est sur le tablier fixe devant et derrière une rainure en queue d'aronde est fraisée, on met dedans des blochets de même formes percés d'un trou taraudé, et sur ce trou une pièces acier de 30x15 de 100 mm de long, ce sont les serrages des Vé.
En les déplaçant sur l'envergure ils permettent de serrer les vé en rapport avec les couteaux.
Je l'ai dit plus haut, plis fermés sur les cotés , plis ouvert au milieu.
Pour éviter ce phénomène, on cale le dessous des Vé à l'aide de feuilles de papier d’égales longueurs et épaisseurs, en les plaçant les unes au dessus des autres dans une forme pyramidale allongée.
Puis on place le vé qui est suspendu sous les couteaux par deux pièces sur les extrémités, car souvent les vé longs pèsent plus de 150 kg.
On place le papier par expériences du pliage on sait que telle épaisseur correspond à un pliage parfait sur toute l'envergure du pliage.
On pose alors le Vé sur les papiers, on le centre avec les couteaux dont le support est reliés aux deux gros vérins hydro d’extrémité, et on le serre par pression sur les papiers de bout en bout.
On serre alors les vis basses dans la rainure du tablier et les vis hautes contre le vé à l’extérieur et à l'intérieur de la machine, il faut que le vé prennent une forme arrondie sur le dessus, une sorte de dos d’âne allongée.
Je l'ai dit, plis fermés sur les cotés, plis ouvert au milieu, ceci est le fait des pressions différentes exercées sur les cotés et au milieu et aux déformations du vé et des couteaux.
Par la pose des papier sous le vé, on contre ces déformations en imposant aux couteaux des plis égaux sur l'envergure, avec l'appuis de la force des vérins et de la course de ceux ci.
Quand la tôle sort de la plieuse son plis est égal sur toute l'envergure.
Une plieuse à tablier avant mobile est une machine différente i ventée avant les plieuses hydrauliques.
Le principe est le suivant : On presse une tôle sur un bâtis, munis de chaque coté d'un col de cygne à serrages par vis, et au dessus de la tôle pressées par les vis, un Vé de pliage épais en acier, avec une face fraisée à 45° sur le devant correspondant à l'axe de pliage.
Le vé est alors serré fortement contre la tôle à plier.
Le tablier avant est relevable, une pièce plate sur l'envergure de la machine permet le pliage de la tôle par relevage autours d'un axe imaginaire qui est exactement au milieu des deux pièces (je referais une photo de ma plieuse vu que le serveur sur lequel elle était importé à fermé ses portes) cet axe est concret sur les cotés ou le tablier tourillonne autours.
Tant que les tôles à plier sont minces et de faibles longueurs les efforts à donner au tablier de pliage sont faibles, et tout se passe bien.
Mais si la plieuse à tablier mobile est plus longue, on se retrouve dans le cas de figure de la plieuse hydraulique : plis fermés aux extrémités, plis ouvert au milieu, ceci est du aux déformations mécaniques à la fois du tablier et du vé de pressage, qui se déforment sous l'énorme poussée à plier la tôle.
On contre alors par la pose de PONTS CANTILEVER.
Le po t cantilever du nom de l'ingénieur Anglais qui l'a imaginé est une forme pyramidale tronquée fabriquée pour la première fois pour les chemins de fers Anglais sur le firt of forth, par sa forme pyramidale tronqué la poutrelle supportant la voie férrée est indéformable.
on applique alors cette forme sur le tablier et sur le vé de pressage en leur donnant la même forme bombés que le vé de la plieuse hydro, les extrémité ne bougent pas, et ce sont les milieux des pièces qui sont repoussées de quelques dixièmes de mm vers l'intérieur.
Concrètement ça se présente par deux petites colonnette soudées sur les pièces à égales distances, puis deux barrettes soudées à a fois sur le haut des colonnes et sur les bouts des pièces, puis on place un ridoir ou tendeur entre les colonnettes.
On serre alors le tendeur ce qui a pour effets de cintrer vers l'intérieur les pièces.
Par essais de pliages successifs on s'assure alors que le pliage se fait régulièrement sur toute l'envergure.
Greg59 dans le coin atelier du mécanicien à placés des photos de sa plieuse.

Par cette photo on voit nettement les axes en bouts, une forme plate fixe, et devant une partie relevable, mais la machine n'est pas terminée.
Dans ces formes la plieuse est idéale (pour plier du papier ) lol et mort de rire. Ça va se corser quand il va plier de la tôle.
Car il y a des montages encore à faire : les deux pressons du vé d’appuis, les deux colonnes latérales de l'anti déplacement du vé d'appuis colonne soudées sur la partie fixe alors que le vé d'appuis aura ses deux extrémités en fourchettes se reprenant dans les colonnettes, ces colonnes empêchent le vé d reculer sous l’énorme force du pliage .
Ces colonnes en place limitent bien entendu les épaisseurs de tôles à plier, on s'entend pour ne pas voiler la plieuse ou la casser pour une épaisseur maxi d'un mm.
Si Greg essaie de plier une tôle acier d'un mm sur la longueur de pliage de sa plieuse, les forces à donner au tablier seront à peu près d'une tonne. pour cela il faut un grand bras de levier, en faits il faut un bras de levier en forme de U allongé soudé très solidement sous le vé de pliage, le tablier relevable, par ce moyens et avec deux appuis sur le tablier il obtiendra des plis à peu près réguliers sur l'envergure, mais sans ponts Cantilever, plis fermés en bouts pli ouvert au milieu, seuls les ponts Cantilever réglables redresseront la situation.
Pour vos informations, j'ai 15 ans de travaux sur plieuse hydrauliques et mécaniques, et 45 ans dans mon métier de serrurier chaudronnier sur toutes machines à travailler les métaux.
Ouf terminé pour ce chapitre, mort de rire c'est saoulant.
Prochain chapitre les rouleuses à tôles.
admin-jpg- Admin
- Messages : 33294
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Le projet de chariot Manitou Tmm25-4w de Bamo
par Bamo Jeu 21 Mar - 10:55
comme toi tu pars sur une direction hydraulique, tu as la place pour les axes de transmission ou les pollulu. En attendant de pouvoir aléser mes axes, du tube laiton de 4/3 devrait convenir pour réaliser mon axe et emprisonner l'arbre moteur dans le couple conique. Je repars dans mon schéma de principe sur cette partie là.
Le modélisme serait-il un éternel recommencement ? entre les upgrade de pièces et les pièces à refaire, j'ai l'impression de recommencer tout le temps xD. J'ai déjà refait le châssis (passage de tôle de 0,55 à de l'alu 2 et 3mm). Avec mes moteurs sur l'axe, mes jambes sont trop courtes. mon empattement devient trop court.
Et je vais devoir refaire les bras du tablier. Ils sont taillés à 80, fixations à 75, comme le vérin fera 35, je serai trop près de l'axe (qui est à 37.5) et j'arrive à une impossibilité dans mes calculs, car je vais au delà de la plage mécanique du X quand le verin est sorti. Il aurait fallut que le vérin fasse 32.5 max avec 9 de course (41,5 sorti) mais moins j'ai de course et plus l'avancée des fourches sera brutale. c'est pour çà que je suis parti sur un vérin de 35mm. les fixation seront à percés à 80 et le tablier fera 90 pour accueillir les bouts des bras. donc je dois retailler tout :p
Petit schéma ou tout est beau sur le papier


Bamo- Messages : 6942
Date d'inscription : 17/03/2019
Age : 51
Localisation : Franconville
Re: Le projet de chariot Manitou Tmm25-4w de Bamo
par admin-jpg Jeu 21 Mar - 11:14
La ou tu le place, ce doit etre un vérin costaud, car il a une sacrée force à appliquer au porte à faux. et il force sur un différentiel de type exponentiel.
A nos échelles il faut placer nos vérins la ou les forces sont demandées, en l’occurrence les bras du X. Non ?
Ça me rappelle un chariot élévateur à pantographe que j'avais construit pour lever un cumulus électrique de 200 litres, la ou j'avais placé le système de levage , c'est la ou tu a placé ton vérin, mais moi je relevais avec un mouflage à câbles, donc un truc très puissant, au levage ça a tordus tous mes axes de 16 mm en acier tellement le mouflage était puissant.
Alors, concrètement tous tes dessins sont faits pour un engin construit manuellement sans outillages.
Avec l’avènement des machines outils tu doit tout re penser et refaire tes dessins.
D'autant plus que tu me demande un petit vérin à faible course, alors la, entre des données nouvelles.
Je parlais de prèssion/débit, Steve te parles de tubes de 1x2, donc faible débit grande vitesse du fluide.
Après vérins de 7 de piston, il faut alors savoir quelle sera la force de ce vérin , pas la ou tu l’applique mais sur lui même.
RxRx3,14 =38,465 mm2, quelle sera sa force ?
On est forcés pour nos calculs de donner une pression de pompe, disons 10 bars par cm2 donc conversion en mm2 ou en cm2.
38,46 c'est 0,3846 cm2x10=3,846 kg, mais la magom ne va pas donner 10 bars vu le faible débit imposé par le diamètre des tubes, disons le tiers 1,282 si je ne me trompe pas ?
La ou tu place ton vérin sa force à mon avis doit dépasser ce 1,282 bar. Reprends moi si je me gourre ?
admin-jpg- Admin
- Messages : 33294
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Le projet de chariot Manitou Tmm25-4w de Bamo
par admin-jpg Jeu 21 Mar - 11:36
Sur camions quand tu a dessinés tes plans , j’étais persuadé que tu placerais deux vérins sous les bras des ciseaux, parce qu'il y en a bien deux ?
Ils ont alors la course des ciseaux, ils sont montés hydrauliquement en parallèles, avec obligation de monter des barres de synchro entre les deux bras , parce que même en parallèles les vérins risquent de gauchir les ciseaux, l'un va plus vite se remplir au détriment de l'autre.
On contre alors ce phénomène par un seul vérin placé verticalement au centre en appuis sur les barres de synchro.
Pour mes directions j'abandonne l'hydro, tout va se faire sur N20 à vis.
En hydro ça complique tout, distris et il en faut 3 pour les trois directions indépendantes, plus deux pour la fourche et les ciseaux. J'ai meilleurs compte avec les moto réducteurs, par exemple pour les ciseaux un axe commun aux deux X avec pignons dentés aux deux bouts s'engrenant dans des crémaillères placées dans l'échelle, un N20 actionne alors l'axe commun.
Comme expliqué en haut, il faut une liaison mécanique entre vérins pour garder le synchronisme
admin-jpg- Admin
- Messages : 33294
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Le projet de chariot Manitou Tmm25-4w de Bamo
par admin-jpg Jeu 21 Mar - 11:48
4x4x3,14=50,24 mm2 ou 0,5024 cm2. et ce qui me fait peur c'est le débit de pompe hyper faiblard, et à quelle pression ?
Magom donne ses caractéristiques avec des tubes de 2,5x4 et donne 18 bars, mais avec du tube de 1x2, faudrait demander à au Steve qui sait tout.
Sur Mécalac j'ai du tube de 2x3, donc proche des données Magom, ma pompe est une Magom intégrale, mais sa vitesse est quasiment nulle vu son débit, d'ailleurs si je donne plus de vitesses j’éclate mes durits, et pourtant tous les vérins fonctionnent bien.
Pour moi c'est clair, on conserve des diamètres raisonnables tant aux vérins qu'aux durits et l'on joue sur la vitesse de pompe, on conserve alors du couple sur vérins et pompe.
admin-jpg- Admin
- Messages : 33294
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Le projet de chariot Manitou Tmm25-4w de Bamo
par Bamo Jeu 21 Mar - 12:10
j'avais déjà étudié la question avec des vérins Magom qui ont 31 de réserve de matière et j'arrivais à un tablier de 120. Si toi tu n'as que 20m de réserve de matière, ce serais techniquement faisable un vérin de 57mm rentré 90 sortit ? (33mm de course), çà ferait un tablier de 100mm, et on reste en piston de 8 (corps de 10).
Pour éviter de gauchir, j'ai l'intention de mettre une plaque qui va relier les pantographes droites et gauche, et pousser au centre d'un axe acier de 2mm (le même que la tringlerie, j'attend une filière de 2 pour faire des pas de vis au bout)
Pas de soucis, la pompe a son EsC déja prévu sur une voie, donc réduire la vitesse de la pompe n'est pas un problème, ce sera ptet mieux d'ailleurs que de limiter le débit par les durites qui vont souffrir
Bamo- Messages : 6942
Date d'inscription : 17/03/2019
Age : 51
Localisation : Franconville
Re: Le projet de chariot Manitou Tmm25-4w de Bamo
par admin-jpg Jeu 21 Mar - 12:34
pourquoi ?
Et c'est étonnant que Magom sur aucune de ses pompes les montes sans réducteurs, même sa HR 7 qui est une JUNG il la monte en direct sur un brushless, ? C'est une connerie flagrante, en faits il fait ça par économie, Dommages pour tout le monde.
Alors sur de si petits modèles on fait tourner la magom a des vitesses démentes donnant du débit et de la pression alors qu'on sait très bien qu'elles donne le meilleurs d'elles même à basse vitesse.
Pourquoi ?
Parce qu'à grande vitesses l'huile à tendance à faire mayonnaise, on appelle cela de la cavitation.
La pompe devient un mixer qui émulsionne l'huile, et nos vérins sont hydro, et qui dit hydro dit eau et pas mayonnaise.
L'eau est incompressible, la mayonnaise oui de faits les vérins seront longs à la détente, au départ ils ne bougent pas, mais la pression monte dans le circuit, puis d'un coup il se détends et on prends tout dans la gueule parce qu'à ce moment la on s'est penchés devant le balancier.
Certes je monte tout cela en épingle, peut etre j’exagère un tantinet ? puis par expériences passées je me dit que j'ai aussi un tantinet raison, étonnant non ? disait monsieur Desproges ?
La cavitation se produit à un certain régime l'huile change alors sa forme moléculaire et devient mayonnaise, mais une fois reposée elle reprends sa forme première. Il est donc des vitesses à ne pas dépasser.
Sur engins réels les pompes, parce qu'il y en a plusieurs, et que les diamètres des tubes sont plus gros, et que le volume du tank aussi, ce phénomène ne se produit pas, parce qu'il y a des sécurités qui l'en empêche, pas nous.
La ou le Steve à raisons, c'est de travailler sur le régime de pompe, sur un de ses engins sur le bloc des distributeurs il a monté un dispositif de prise de pression du circuit vérins, A vide les vérins fonctionnent bien, mais dés la mise en travaux sur pondéreux la sonde accéler la pompe automatiquement, ce n'est ni plus ni moins que e régulateur à boules des rouleaux compresseurs à vapeur et autres machineries stationnaires à vapeur.
Le régulateur à prise sur l'arrivée vapeur il contrôle par son mécanisme des boules en rotation le régime du moteur, dés que celui ci force le régulateur ralentis ce qui a pour effet qu'il ouvre un peu plus lm'arrivée de vapeur et le moteur repart de plus belle.
Le régulateur régule bien le régime moteur.
Sur nos bateaux à vapeur on place un régulateur de chauffe pour le butane, le régulateur prends la pression de la chaudière, quand celle ci atteins le timbre fixé (pression maximum avant l'ouvertures des soupapes de sécurité) le débit de gaz diminue, la chauffe devient moins importante la pression interne diminue.
puis quand le moteur se met en marche, diminution de la pression interne, le régulateur s'ouvre en grand et la chauffe reprends de plus belles pour produire de la vapeur.
Sur mon bateau à vapeur au charbon, j'aie la même chose mais basé sur la pression chaudière qui ouvre u ferme une vanne, sur le souffleur vapeur qui active la combustion du charbon oui la diminue.
Et l’autre couillon de Cédric 35 voudrait me faire passer pour un Gogol ? Chez nous on dit Un Bablet mdr.
Ben oui mes charmants compagnons, j'ai 30 ans de vapeur vive sous les miches, bateaux auto, chemins de fer.
Je me demande encore comment mes chevilles n'ont pas enflées ni mon caberlot, les mystères de la nature humaine sont impénétrables.

admin-jpg- Admin
- Messages : 33294
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Le projet de chariot Manitou Tmm25-4w de Bamo
par admin-jpg Jeu 21 Mar - 12:43
Bamo a écrit:Je me fie à ton expérience, si tu dis que le vérin aura jamais assez de poussée pour faire sortir le X au départ, alors c'est que c'est vrai. Il ne vas pas être facile à placer alors. Et çà remet en question le vérin de 35. Bien content d'échanger avec toi sur la question. Je dois faire avancer les fourches de 7cm
j'avais déjà étudié la question avec des vérins Magom qui ont 31 de réserve de matière et j'arrivais à un tablier de 120. Si toi tu n'as que 20m de réserve de matière, ce serais techniquement faisable un vérin de 57mm rentré 90 sortit ? (33mm de course), çà ferait un tablier de 100mm, et on reste en piston de 8 (corps de 10).
Pour éviter de gauchir, j'ai l'intention de mettre une plaque qui va relier les pantographes droites et gauche, et pousser au centre d'un axe acier de 2mm (le même que la tringlerie, j'attend une filière de 2 pour faire des pas de vis au bout)
Pas de soucis, la pompe a son EsC déja prévu sur une voie, donc réduire la vitesse de la pompe n'est pas un problème, ce sera ptet mieux d'ailleurs que de limiter le débit par les durites qui vont souffrir
Super très content que tu l'envisage ainsi .
C'est vrais j’exagère toujours, mais la vapeur vive m'à vite ramené à la raison, de la à appliquer ces principes à l'hydrau il n'y a pas loin ?
Moi je (excuse moi je ne l'ai pas fait exprès ) je préfère sur dimensionner mes vérins que les sous dimensionner, surtout que après essais dynamiques, et vu que je fabrique moi même mes vérins, je pourrais toujours en mettre des plus petits.
Alors c'est vrais mes calculs sont pifométriques, je ne suis pas le Steve (que j'aimes bien ) qui nous sort des calculs adiabatiques (mort de rire je ne sait même pas ce que c'est ?) mais mes calculs à la con m'ont souvent sauvée la mise.
Bon mon Marc je vais te laisser j'ai rendez vous avec l’assistante sociale d'ou est ma mine à 16 h, je te reprends dans l'après midi, à plus .
admin-jpg- Admin
- Messages : 33294
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Le projet de chariot Manitou Tmm25-4w de Bamo
par Bamo Jeu 21 Mar - 15:26

Les 2 ont des avantages :
- la version double verin est bien plus puissante mais il faut ajouter des doubleurs. L'espace entre les bras est plus faible mais il y a un espace au centre suffisant pour un polulu permettant le réglage à la radio de l'écartement des fourches (et oui encore une idée tordue sortie de mon esprit bouillonnant). If faut tailler dans les U du tablier pour intégrer le vérin, sinon on se retrouve avec 1 cm entre les bras
- la version simple vérin est bien plus économique, mais interdit l'utilisation d'un tube en axe central et rend l'ajout du polulu plus compliquée. le démarrage de la rentrée de la tige peut encore être un soucis.
Globalement l'intégration du vérin comme çà permet de très fortement diminuer la charge en appui des galets dans les rails, donc permet d'éviter les micro roulements (les galets peuvent être retaillés à 3.9 alors que les roulement c'est 4, donc agrandir un peu les rails)
Bamo- Messages : 6942
Date d'inscription : 17/03/2019
Age : 51
Localisation : Franconville
Re: Le projet de chariot Manitou Tmm25-4w de Bamo
par admin-jpg Jeu 21 Mar - 18:03
Précisions, mes vérins n'ont pas de bagues extérieure, comme tu a dessiné, mes vérins sont lisses au diamètre extérieur, ce qui change notablement leur encombrement diamétral, car de 10 ils passent à 12, et en 8, ils passent à 10.
Dans mon cas tu n'a que l'encombrement du diamètre du vérin.
Certains cons d'autres forums avait jugés mes vérins non maquette, le plus fort c'est que ce type de vérins existent en réalité, la ou encombrement est vérité.
Pour l’écartement des fourches, le Steve pour ses engins ç fait un porte fourches de ce style. les deux fourches coulissent sur le sommier, chacune des fourches est relié à une mini crémaillère en plastique (jai acheté un kit de pignonneries à BG, et il y a ces crémaillères, celles ci se croisent au dessus du pignon moteur monté sur l'axe d'un pololu N 20 en réduction le moteur est donc monté dans un bloc alu qui guide aussi les crémaillères, ne dépasse du bloc que le cul du moteur
Ce qui veut dire que tu monte ses attaches sensiblement à auteur du cul du moteur,

J'ai effacés les conneries écrites, en faits son système se monte sur ses pelles, pour toi, il existe chez BG un N 20 à sortie latérale

tu gagne ainsi la place du cul du moteur.
Je voit ça comme ça : il faut faire un bloc alu en fraisage qui serve à la fois de guide aux crémaillères et de support au moto réducteur en l'incluant dans son épaisseur, ne reste alors d'apparent le sommier et les fourches, et le massif alu que tu monte directement sur ton sommier vertical en bout des X.
Je vais m'en commander un. son prix est de 10 €, sa réduction sur arbre est de 22 tours minute, et il tourne en 12 v, que demande de plus le peuple ?
admin-jpg- Admin
- Messages : 33294
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Le projet de chariot Manitou Tmm25-4w de Bamo
par Bamo Jeu 21 Mar - 18:48
En attendant ils se privent de vérins qui ont un rapport de course excellent. Je me demande ce qu'ils mettent Magom pour avoir besoin de 31mm de matière quand toi tu n'en as que 20, la différence est énorme, je n'aurais pas pu envisager les vérins verticaux avec des vérins de 55 qui n' atteignent pas 80 tige sortie
Pas mal du tout ce porte fourche. Ma conception était de mettre le moteur dans le tablier verticalement, tête en haut, et une crémaillère sur une des fourches en haut. Avec un câble et 2 Réas, je reliait les 2 fourches pour qu'elles s'écartent ou s'approchent de façon synchronisée, exactement comme le tablier par rapport au sommier. Mais son intégration est bien plus belle car on ne voit pas la crémaillère. j'avais envisagé de mettre des roulements sur les rails de fourche, je suppose que son installation avec juste des languettes pliées suffit. Je vais pas m'emmerder alors
22 tours minutes, réalisme du mouvement des fourches et bonne puissance en plus. le 60 tours minutes était donné pour 4,5kg/cm, je vais potasser çà
Bamo- Messages : 6942
Date d'inscription : 17/03/2019
Age : 51
Localisation : Franconville
Re: Le projet de chariot Manitou Tmm25-4w de Bamo
par admin-jpg Jeu 21 Mar - 19:30
Cédric , si tu me lit, je t'ai laissé un message dans le coin détente et coups de gueules au topic : mes problèmes avec les forums, lit le attentivement, et si les camions organisent une autre rencontre, je serait présent modestement pour te rencontrer , que l'on puisse s'expliquer de vive voix.
Revenons à nos moutons.
il faudrait que tu fasse un dessin de ce que tu prévois pour cette fourche, j'avoue honteusement que des explications c'est bien mais qu'un dessin c'est mieux.
Pourquoi Magom prends tant de réservations de matières ?
Il suffit de voir l'un de leurs vérins et ma conception.
Magom, le culot arrière pourtant bien conçu comporte sa noix fraisée dans la masse et son axe est très loin du cylindre lui même, donc perte de course utile.
Le piston alu est bien fichu et assez courts donc pour lui, rien a dire.
pour la tète du vérin, celle ci est composée de plusieurs pièces.
Comme moi pour mes vérins démontables une tète extérieure (le clinquant) pénétrant le cylindre par l’extérieur, tète alésée au diamètre extérieur du cylindre, puis sur l'autre coté, une première pièce en creux contenant le torique tourné vers la sortie, par dessus pour retenir le torique un couvercle, puis dessus encore le couvercle définitif qui comporte une partie saillante conique du plus bel effet, alors que les premiers couvercle vissés par vis de 2 était plats, il a donc rajouté 5 mm de matière.
Mes vérins non démontables sont plus simples et pourtant plus solides pour les gros, des culots avant ou arrière de 7 mm de longs pas plus, en forme de Té, le chapeau s'appuyant sur le cylindre de 2 mm, donc pénétration de 5 mm dans le cylindre, utilisation de joints de tiges conçus pour cet usage de tiges en translation, pas de parties conique au dessus. pistons laiton de 7 mm de long incluant un X ring bien meilleurs en frottement et lubrification.
J'aie proposée ma combine à Magom qui n'en a pas tenu compte.
Mes gros vérins sont tout soudés argent tiges en inox qualité 18/8 amagnétique la seule pièce soudée étain fort c'est le culot arrière. Je donne mes vérins pour des pressions de 300 bars les doigts dans le nez, on iras pas jusqu'à ces pressions. 50 bars c'est déjà pas mal.
pour mes vérins démontables c'est tout soudé argent, donc résistance mécanique hors du commun.
Met des roulements sur tes fourches coulissements sans coincements, mais deux en haut à conditions que le haut de chaque fourche soit large et un en bas ainsi en triangulation pas de coincements.
admin-jpg- Admin
- Messages : 33294
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Le projet de chariot Manitou Tmm25-4w de Bamo
par Bamo Jeu 21 Mar - 20:52
Bamo- Messages : 6942
Date d'inscription : 17/03/2019
Age : 51
Localisation : Franconville
Re: Le projet de chariot Manitou Tmm25-4w de Bamo
par admin-jpg Jeu 21 Mar - 21:11
Et sur ton dessin les fourches ne s’écartent pas mais roulent de droite à gauche ?
Et c'est le moteur qui pousse la crémaillère à droite ou à gauche.
Sur la photo à Steve le système est fait uniquement pour écarter les fourches.
Et un système combiné ? écartement des fourches et déplacements latéraux ?
La je suis vache, je te propose encore un truc chiant à faire.
admin-jpg- Admin
- Messages : 33294
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Le projet de chariot Manitou Tmm25-4w de Bamo
par Bamo Jeu 21 Mar - 21:51
C'est exactement comme les chaines ou la courroie pour monter le tablier 2 fois plus haut que le sommier.
Le déplacement latéral il est ailleurs. tout en bas du sommier qui est monté sur guide à billes sur l'axe d'inclinaison de 4mm qui le relit au châssis, c'est tout le mat qui translate, comme sur le vrai Manitou. Là ce sera un micro servo avec une tringlerie qui le fera
J'ai trouvé des guides à billes de 8mm*12mm alésé 4mm à 5€45 les 4 chez les Chinois

Bamo- Messages : 6942
Date d'inscription : 17/03/2019
Age : 51
Localisation : Franconville
Re: Le projet de chariot Manitou Tmm25-4w de Bamo
par Bamo Jeu 21 Mar - 22:05
Par contre je ne reprendrait pas le cadre car c'est pas adapté au triangle de roulements. je grade le principe du rail. Le guide de crémaillère par contre est excellent. çà va être chaud à fabriquer tout çà.
Mais avant çà, entre les vérins à replacer pour arriver à une solution mécaniquement possible et les fourches mobiles, j'ai pas encore retravaillé sur la direction des roues avant
Bamo- Messages : 6942
Date d'inscription : 17/03/2019
Age : 51
Localisation : Franconville
Re: Le projet de chariot Manitou Tmm25-4w de Bamo
par admin-jpg Jeu 21 Mar - 22:52
C'est sur que ça va etre très chaud.
Alors on peut se demander s'il ne vaut pas mieux construire autours des éléments industriels, peut importe la taille.
Je t'explique un truc : J'ai construit la pelle Job au 1/10, à cause des équipements à loger, une fois l'engin construit je m'appercoit qu'il reste une place énorme.
Je remet ça sur la Mécalac, pour faire le pendant au gars sur les camions, mais au 1/14, alors que tout le monde disait qu'il n'y vait pas de place.
Ben mon vieux de la place il y en a à revendre, et avec le même équipement.
Ce que je veux te dire par la, c'est de faire un près modèle à une échelle moindre pour avoir de la place pour l’équipement, puis de refaire le même modèles avec le même équipement à une taille plus petite.
tu fait ce qu'on appelle une maquette d'adaptabilité pour sortir en final le vrais modèle à ton échelle mais parfait.
Je ne sait pas faire des dessins comme toi, mais je penses que tu est dans le vrais, alors il te faut refaire des dessins avec tous les équipements que tu va mettre, sans oublier les cheminements des câbles et des durits, et voir en 3 D si ça colle toujours.
Bien sur que tu a déjà fait ces dessins avec les équipements, mais sans savoir vraiment ou tu allait vu que tu bossait avec bite et couteau.
Sur ce nouvel engin tu va bosser sur machines, forcément ça sera mieux, et certains éléments que tu pensait ne pas rentrer vont y aller pile poil.
Alors si tout rentre et que l'engin fonctionne, c'est que tu est devenu un bartste, alors pourquoi pas un engin encore plus couillus ?.
bonne nuit à tous deux.
admin-jpg- Admin
- Messages : 33294
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Le projet de chariot Manitou Tmm25-4w de Bamo
par admin-jpg Ven 22 Mar - 6:51
admin-jpg- Admin
- Messages : 33294
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Re: Le projet de chariot Manitou Tmm25-4w de Bamo
par Bamo Ven 22 Mar - 7:16
Bamo- Messages : 6942
Date d'inscription : 17/03/2019
Age : 51
Localisation : Franconville
Re: Le projet de chariot Manitou Tmm25-4w de Bamo
par admin-jpg Ven 22 Mar - 8:01
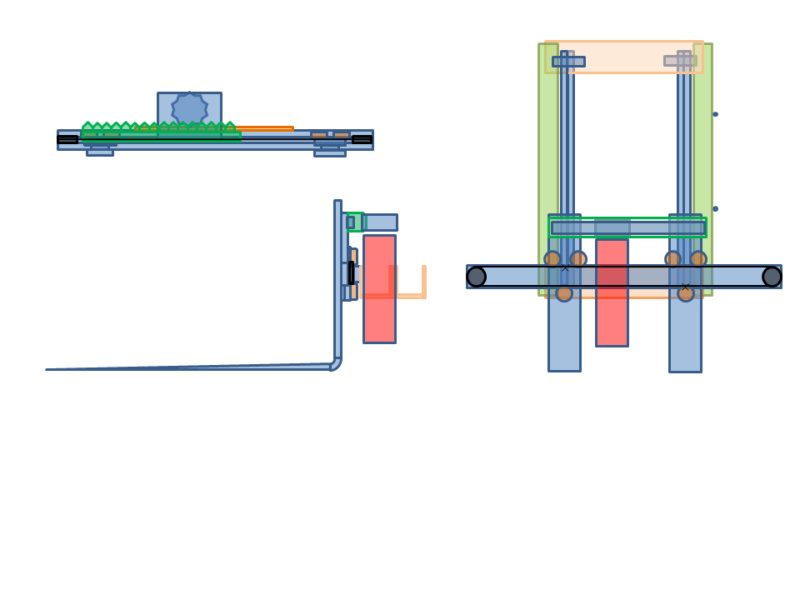
Alors, oui je vois les croix, et je résume : le moteur, déplace la crémaillère fixée sur le massif des fourches, en faits ou est fixée la crémaillère ?
la pour moi il y a un mystère,
les croix oui qui fixent les fourches sur le câble, une branche va à gauche, l'autre à droite, donc écartement ou rapprochement, et la crémaillère assure ce mouvement ?
Ou assure que le déplacement latéral de l'ensemble ?
admin-jpg- Admin
- Messages : 33294
Date d'inscription : 22/10/2011
Age : 79
Localisation : LA BALME-DE-SILLINGY -
Page 3 sur 22 • 1, 2, 3, 4 ... 12 ... 22
» élévateur Manitou TMM 25 4W-JPG édition BAMO
» mon chariot pl
» Elévateur Manitou TMM 25 W bis, différends du premier modele.
» Elévateur télescopique Manitou de Rorododindron, De romain de chartre.
Ma petite entreprise TP - mini engins TP :: votre 1ère catégorie :: les engins de terrassement :: Les élévateurs télescopiques