Les outils interchangeables des pelles.
Ma petite entreprise TP - mini engins TP :: votre 1ère catégorie :: les engins de terrassement :: Les pelles mécaniques
Page 6 sur 8 •  1, 2, 3, 4, 5, 6, 7, 8
1, 2, 3, 4, 5, 6, 7, 8
Re: Les outils interchangeables des pelles.
par admin-jpg Mer 13 Déc - 18:03



admin-jpg- Admin
- Messages : 32613
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -

Re: Les outils interchangeables des pelles.
par Bamo Mer 13 Déc - 20:04

Bamo- Messages : 6538
Date d'inscription : 17/03/2019
Age : 50
Localisation : Franconville
Re: Les outils interchangeables des pelles.
par admin-jpg Jeu 14 Déc - 7:03
En faits entre les 2 roulements il y a la couronne dentée qui ne fait que 3 mm de large, mais sur un secteur vient se placer la vis sans fin de diamètre 8, qui forcément plonge sur les dents de la roue, mais qui en est empêchée par les bague des roulements ?????????????????????
Comment faire ? J'ai meulé à 45° des secteurs sur les bagues extérieures de roulements de sortes que ceux ci, callés exactement en face de la vis sans fin, celle ci puisse s'y incruster dans ce creux.
Les roulements seront donc scotchés dans leur alésage par la bague extérieure vissée sur le sommier.
Ce qui veux dire que ce montage avec des gros roulements doit aller avec des couronnes dentée de même diamètre, plus petites ça n'iras pas, et celles que j'aie commandées n'iront pas non plus.
Par contre chez Michaud Chailly ils fournissent sur commandes des roues hostaforme en plastique chargé résines et fibres de verre des roues de 50 dts de 26 de diamètre au prix de 2 € pièce, sauf que pour venir de Lyon le depot central ils demandent 15 € de port, et il m'en faut 4, donc 8 € et 15 de port.
En faits il me faut voir directement mon vendeur Antony qu'il me fasse la ristourne du demi tarif pour le port. Par contre il y a 3 semaines de délais.
Vu que je suis baisé, je n'aie plus que cette alternative.
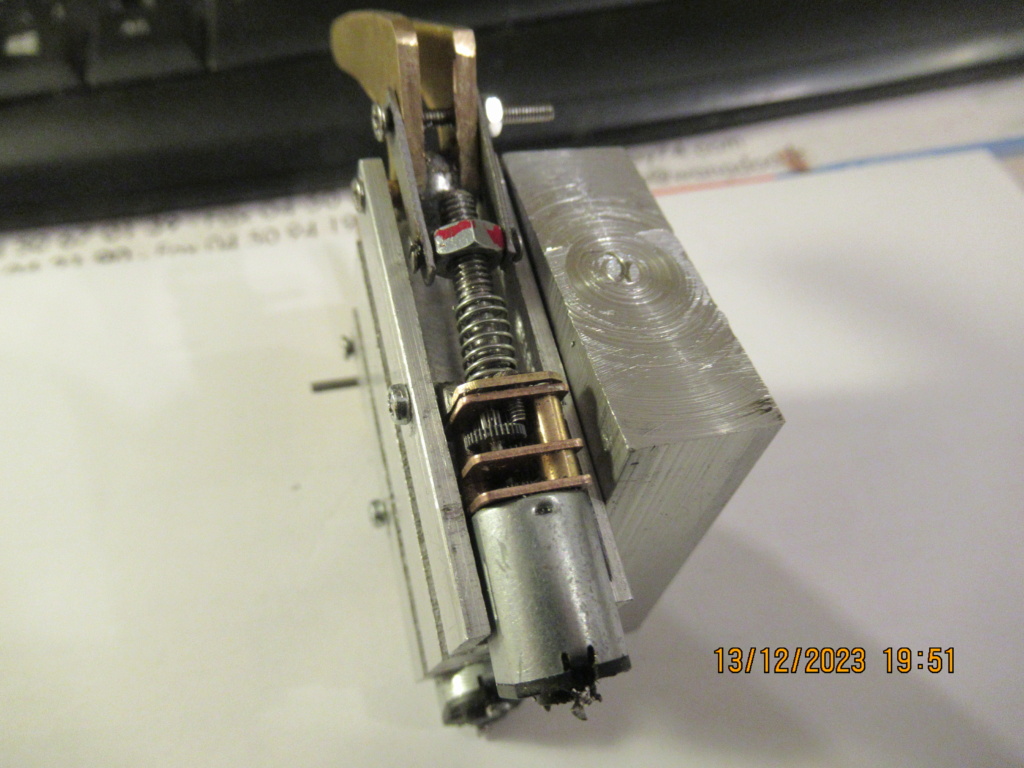
Tel que sur les photos, le sommier est à re travailler ne serait ce que placer son N20 de rotation, et de percer et tarauder les 2 cotés d'oscillation, certainement vis de 2,5, mais le mieux serait des vis épaulées à tiges lisses pour éviter jeux et usures, donc ça, c'est à voir.
Pour les N20 faut que je regardes si ceux de coté ? (jambes de l' Hybrid) n'iraient pas ?
Le porte outil , son alésage est tel que je l'ai fait l'autre jour à 13,9, j'ai donc re cylindré fin le blochet à 13,85, pour qu'il rentre serré dans le porte outils.
Puis les fils du JT en place seront passés dans un trous usiné sur une tangente du blochet dans un canal à forer à coté du trou du moto de 6 mm pour déboucher en arrière aux culs des motos.
Des vis sans tètes de 2,5x3 retiennent le blochet sur le porte outils.
Une fois le blochet en place, mais avant forage du trou des fils, il me faut forer celui du moto de 6 du verrou, vu que ce micro moto traverse par en dessous le blochet.
La partie inférieure du blochet pénétre le porte outils de 7 mm, grosso modo la moitié de son épaisseur.
En faits pour faire ces engcon, il est impératif d'avoir TOUTES les fournitures sous la main, ca évite les erreurs a répétition.
Mais pour disposer de ces fournitures il faut faire des dessins, et la sur ce coup, c'est le joug qui blesse.
Mais toi , qu'il en est à ton premier appareil, tu va en baver malgrés tes dessins, et des bordels de merde vont fuser de ta bouche, car on croit avoir tout prévu, que des merdes te tombes dessus.
En faits malgrés les dessins on est obligés de faire montages et démontages, et surtout d'apparier les pièces, qui est valable pour moi qui en fait 7, mais pas pour toi.
Ainsi je les numérote de 1 à 7, car il y a des ajustages pour certain et d'autres ajustages ailleurs pour d'autres.
Grosso modo, il y a encore autant de travail sur chacun des massifs, sommiers et portes outils, et bien sur brancards., pas sortis de l'auberge le JPG.
admin-jpg- Admin
- Messages : 32613
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Jeu 14 Déc - 10:15
Chez Michaud j'ai commandé5 roues dentées en Pom, (Hostaforme), avec un port réduit à 10 €, j'ai pris 5 pièces, je les aurais d'ici la mi Janvier, ça vient d'Allemagne
admin-jpg- Admin
- Messages : 32613
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Ven 15 Déc - 6:41
Pour ces 3 premiers, il y aura celui à pinces , un autre à pinces mais vis et roues dentées pour essais,
Le 3 em sans pinces, ça sera celui réparé avec les lardons, pour lui finir la rainure mastiquée. Pour lui en faits sans pinces je puis supprimer les rainures extérieures pour affiner le bloc, il aurait alors le tilt d'angle, la rotation du porte outils, et la libérations de ceux ci, une complication en moins et un allégement notable, à placer certainement sur la pelle à pneus électrique,
Mais je n'anticipe pas cette suppression, des fois que la solution des pinces à vis sans fin fonctionne et est plus facile à fabriquer ???
Mais pour les 3 porte outils fraiser aussi les emplacements des broches d'outils.
Dans la foulée il me faudrait aussi fraiser les emplacements des N20 de rotation des portes outils, vu que les sommiers auront recues leurs breslages fixés.
Puis pour eux fraisage d'allégement, mais aussi de la fourchette de manoeuvre du vérin de tilt.
Une fois ces travaux importants pour les sommiers, les percer pour les axes d'oscillation sur les brancards.
Ce n'est qu'une fois ces travaux de faits que je pourrais envisager leurs allégements par fraisages.
admin-jpg- Admin
- Messages : 32613
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Sam 16 Déc - 10:52
Mais maintenant si je veux y enfiler les fils du JT, je suis obligé de déboucher les trous de 15 vers les godets, ce qui ne gênera en rien leur mises en place.
Ce petit travail est la résultante des constatations visées petit à petit sur les montages, en sommes une amélioration pour le montage des appareils.
Perçages taraudages aussi sur le dessus des sommiers pour fixer les rondelles d'arrêts des roulements, ainsi serrés, ils ne risquent plus de tourner, au lieu de les coller cyano.
Ces 3 rondelles tiennent par 3 vis de 2x10TR.
Continuation dans l'après midi.
admin-jpg- Admin
- Messages : 32613
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Sam 16 Déc - 12:01
Pour l'éssais des pinces sur vis sans fin, j'éssaierais avec ces vis plastiques des fois que ça soit résistant ?
Si ça casse je recommande des vis laiton.
Pour la première idée, les breslages sur bielles c'est pas terrible, ça guignoche trop, il me faudrait supprimer tous ces micros jeux.
Une première idée avec des tubes laiton soudés sur l'écrou, le montage serait plus rigide, vu que de toutes façons, les moteurs sont oscillants. à voir avec du tube de 4x5.
admin-jpg- Admin
- Messages : 32613
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Sam 16 Déc - 17:31
Des photos ne seraient pas vraiment explicatives dans l'instant, je tourne toujours autours des rotations sommiers, portes outils.
Coté N 20 de rotation c'est calculé pour des motos en ligne, et je ne les ai pas encore reçus, donc j'attends pour les entailles ou ils logent.
Mais je vois doucement le bout du tunnel, à 50 km, faut avoir une sacrée vue pour cela.
J'ai faits 5 sommiers et 5 portes outils alors que j'ai prévus 7 de ces engins, pour me laisser toutes latitudes de faire comme celui de la Mécalac.
Mais Deja 3 de ces engins pour cause d'absence de roues dentées commandées chez Michaud Chailly 5 roues et prévues à dispo mi Janvier 24.
Pour ce qui est des travaux des petites séries, c'est beaucoup plus avantageux que de faire un seul exemplaire.
Pour un exemplaire on pinailles beaucoup, pour les suivants 5 fois moins à pinailler du faits des experiences acquises petit à petit en suivant les modus oppérandis.
L'important étant que tout ce qui a été débité, soit en tout points identiques, pour quand le matériel arrivera, pouvoir le monter de suite sans pinailler.
Ainsi tous les roulements se placent partout comme papa dans maman.
admin-jpg- Admin
- Messages : 32613
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Dim 17 Déc - 9:33
Le n° 1 c'est le premier avec les pinces et moteurs à vis.
Le n° 2 sera celui à vis sans fins.
Le n° 3 sera celui sans pinces, porte outils réparé.
Ce qui me fait le plus suer c'est de m'habiller pour aller à la cave me les geler, faute d'une petite fraiseuse en Chambre.
Faut que je regarde pour une petite fraiseuse à table croisée, pas chère, quand on songe à la PROXXON hors de prix ca hérisse les tifs sur la tète.
Ben non, complete à 317 €, alors j'ai pris en plus une boite de 3 fraise 2 tailles, 1,5, 2, 3. pour 17 e en plus, normalement port offert et livrée avant Noel. La boite est à Guérande dans le 44.
Ce qui sauve ces bécanes c'est leurs vitesses de pointe jusqu'à 20 000 tours,
Livrée complete avec porte pinces et deux cales d' ablocage, moi j'y mettrait mon étau de perceuse, vu qu'il est fait pour tables croisées.
admin-jpg- Admin
- Messages : 32613
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Dim 17 Déc - 16:25
Coté fixations moteurs il me reste faire deux plaques frontales longues pour leur fixation, dans la rainure, puis une fois bien réglée sur la roue, peut etre placer un gousset raidisseur, pour éviter toutes flexions.
Pour la bosse 1 il me faut faire les tubes écrous, qui rendront peut etre le montage plus rigide. et en même temps raccourcir les vis car l'écrou ne dégage pas les filets en ouverture, mais trop raccourcies les pinces risquent de ne pas se fermer à fond.
DILEM.
admin-jpg- Admin
- Messages : 32613
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Dim 17 Déc - 19:49
Autrement la réalisation d'un tilt rotator sans pinces nest pas compliqué, pas mal de travaux de détails mais faisables.
La on dirait un petit crabe endormis.


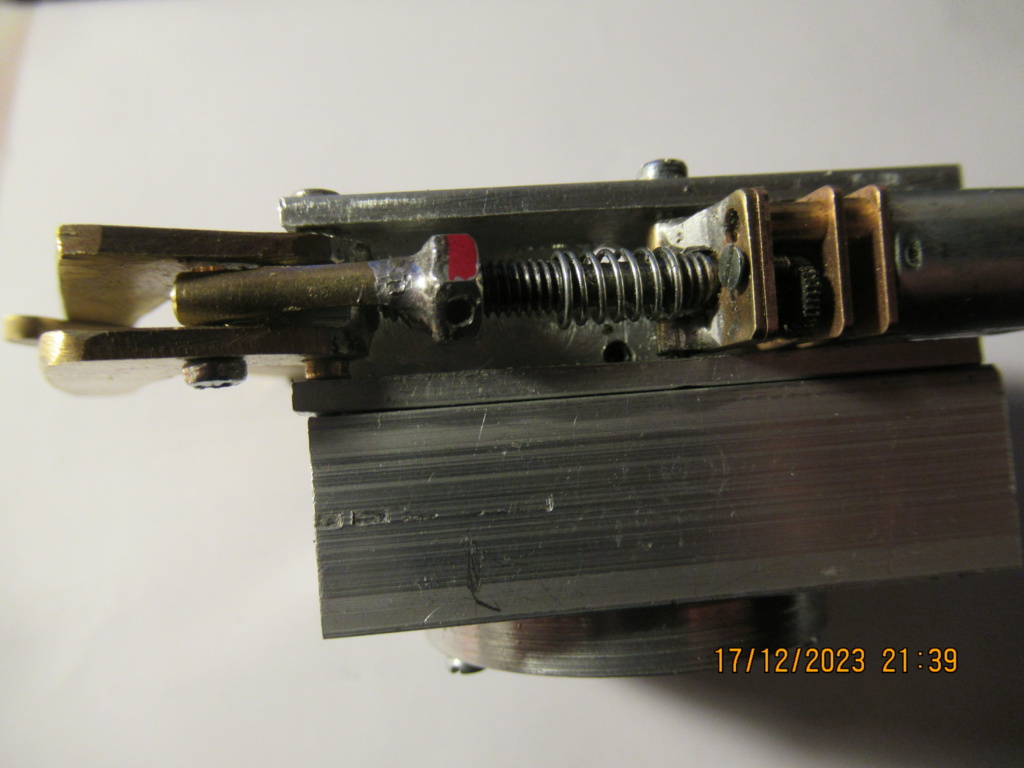

Le petit trou est le canal des fils du JT, le gros le logement du moto de verrou.
admin-jpg- Admin
- Messages : 32613
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par Bamo Dim 17 Déc - 22:33
Mais toi tu as un truc qui certes nécessite des ajustement mais qui fonctionne, moi j'ai une belle animation 3D pour le moment
Bamo- Messages : 6538
Date d'inscription : 17/03/2019
Age : 50
Localisation : Franconville
Re: Les outils interchangeables des pelles.
par admin-jpg Lun 18 Déc - 6:56
Ce qui était important, c'est la réalisation de gabarit de reproduction, ici cela ne peut se faire comme papa dans maman, la reproduction étant mécanique et non physiologique.
Donc oui en regardant mon montage à l'instant , je vois bien que les bossages de manoeuvre sont importants et correspondent bien à mon schémas initial.
Nez en moins lol sur ceux ci je puis re braser un bossage de chaque.
C'est ce que je ferais en premier pour voir si mes tubes écrous y vont bien.
C'est vrais entre modélisation sur l'écran et modélisation sur machines , n'ont rien à voir, du dessin faut passer en réalisation mais étant équipé machines.
Etant équipé machine je passe de suite en réalisation et puis moduler et modifier de suite.
En métallerie réelle on a toujours fait pareils, hormis des plans succincts, les pros passent en réalisation de suite quitte à modifier par la suite, jusqu'à obtention d'un modele fonctionnant.
Tout du moins c'est ce qui se faisait dans mon temps.
Mais je compte surtout sur celui à vis sans fins lr n°2
admin-jpg- Admin
- Messages : 32613
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Lun 18 Déc - 9:27
Par économie de matière je ferais en pièces composées :
Un cadre entourant les sommiers, avec les échancrures du cul du N20, dans la version Bamo il y a des goussets d'oscillation, dans un sens c'est mieux car ca releve le brancard, et diminue l'entaille du N 20 de rotation.
Pour celui d'oscillation, il me faut refaire ces fameuses plaques frontales oscillantes dont les bossages sont soudés sur gabarit.
De faits les N20 se retrouveront cul en l'air vis en bas.
Oui un dessin vu d'en bout me permettrait de visualiser l'angle du sommier, et la longueur de manoeuvre de ce N 20 avec son écrou tube, à part son support fixé sur le brancard il y a l'attachement aux balanciers.
Pour les porte outils, avec la nouvelle mini fraiseuse, faire les entailles de passages des axe de 3 mm, pour cela mon étau machine fixé sur la table et fraiser en transversal par passes progressives en latéral, une fois les 2 entailles faites sur chacun des blocs, les reprendre soit sur perceuse soit toujours sur fraiseuse, pour les détourer latéralement toujours en étau machine, pour cela, certainement forer sous les lèvres des rainures, en commençant par des perçages de parts en parts pour donner les jeux necessaire à la fraise de 3.
De toutes façons il me faut voir comment est fait le porte fraises MICROMOT, et si d'autres pinces sont disponibles en diamètres supérieurs, au moins 4, 5, 6, ce qui laisserais plus de possibilités à la fraiseuse.
Je poserais la question aux vendeurs.
Une fois les fraisures faites détourer le dessous des portes outils pour donner des jeux de passages aux mise en place des outils sur ces modules: en arrière le croc d'accrochage, et devant le verrou lui même à bascule. condamné en fermeture par le tube poussoir du petit moto de 6 mm.
Me reste aussi à forer à 6 les passages dans les blochets de ces micro moto réducteurs de 6.
admin-jpg- Admin
- Messages : 32613
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Lun 18 Déc - 11:53
admin-jpg- Admin
- Messages : 32613
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Lun 18 Déc - 17:11
Chez DST des vis de 2,5x3 sans téte, chez hyper rien vu qu'ils n'ont aucune chutes de laiton donc brancards en acier.
La souflette c'est pour déboucher les trous borgnes quand ils sont pleins de copeaux, depuis le temps que j'ai le compresseur et que je ne m'en sert pas.
admin-jpg- Admin
- Messages : 32613
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par Bamo Lun 18 Déc - 21:44
Bamo- Messages : 6538
Date d'inscription : 17/03/2019
Age : 50
Localisation : Franconville
Re: Les outils interchangeables des pelles.
par admin-jpg Mar 19 Déc - 6:54
Bon hier soir j'ai encore dévié, je me suis occupé de tracer les emplacements des N 20 sur les sommiers qui font 15 d'épaisseur, l'axe se retrouves à 9,5 du bas du sommier, dans ce cas je met les N 20 à plat, je fraiserais un logement de 12 de large dans la longueur des sommiers et de 10,5 de profondeur.
Préalablement j'ai percé au tour entre pointes, sur tous les sommiers, (alors que j'aurais du le faire que sur les 3 premiers) un trou traversant de 2 mm, que j'agrandis progressivement à 5, pas plus.
D'un coté le fraisage rectangulaire du N 20, de l'autre un alésage de 8,5.
Par contre je ne pourrais pas visser le N 20 comme je pensait, il faudra que je le bloque d'une manière ou d'une autre le moteur, ou le réducto, qui fait 9 de long, dans un fraisage de 10.
Sur les 3 premiers le couple est complet, roue et vis de 8, et donc l'axe moteur à été fait en conséquence, pour que la vis s'engrenne dans la roue.
Pour les 2 autres les vis sont chinoise de 6, donc l'axe aurait été reculé d'un mm, mais avec le pré perçage à 2 je serait ennuyé.?
En faits, oui et non, car si je mène le même travail sur les 5, pour ces 2, ca leur donnera du jeu, et il faudrait que je fraise les logement moto réducteurs reculés d'un mm vers l'arrière, et ce serait alors les motos réducteurs qui assureraient le calage vis contre les roues plastiques commandées chez Michaud Chailly.
Par la suite faire des cimblots de masquage au diamètre int de 8,5, et 15 ext, avec un doigts vissé de 3 pour maintenir et centrer les vis sans fin des 3 premiers.
Ces cimblots seront fixés sur les sommiers par 2 vis opposées de 2x5TR.
Pour les 2 autres ça sera suivant. mais avec le doigt décalé de l'axe d'un mm.
J' attends donc la mini fraiseuse que je puisse commencer ces fraisages bien au chaud, elle va prendre place sur la planche à bordel mais dégagé de celui ci en partie.
admin-jpg- Admin
- Messages : 32613
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Mar 19 Déc - 15:28
Coté moteur c'est une ébauche que je finirais sur la petite fraiseuse.
Puis j'ai fraisée la fourchette oscillante, 5x5 pour le moto du tilt.
Je laisse en l'état.
Hier j'aie commandées des vis épaulée de M 3-4x10 Tètes plates pour les axe oscillants des brancards, petites vis trouvées chez RC Team spécialiste autos, j'en ai pris 18.
Je pensait avoir dans mes stocks de cave de la tole laiton : Bernique, par contre des baguettes de brasures au phosphore pour cuivre et laiton fort.
Si un jour tu attaque ton ENGCON, tu va en baver mon Marc, tellement il y a de choses à penser.
Je te donnerais les résultats de l"'utilisation de la fraiseuse Proxxon, je penses que l'on peut faire du tres jolis travail dans les alu durs.
En faits une fraiseuse c'est un outil qui tourne vite sur des travaux que l'on coulissent sur 3 axes avec précision, le fait même de travailler sur un axe parfaitement rectiligne évite des casses d'outils, bien sur on peut toujours monter une avance automatique sur le longitudinal.
La je vois pour mes 5 pièces je n'aie pas mis tellement de temps avec une fraise de 3, le résultat c'est propre, façons fraisages et non limés à la sagouin.
C'est vrais que je travaille souvent en plongeant en plein fer, mais une fois la profondeur atteinte, la majorité des travaux se font horizontalement, aux verniers, qui donnent une grande précision, les pas de cette fraiseuse sont de 100, certainement 6x100 ou 8x100, et j'ai le taraud pour les noix.
admin-jpg- Admin
- Messages : 32613
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par Bamo Mar 19 Déc - 15:36
Bamo- Messages : 6538
Date d'inscription : 17/03/2019
Age : 50
Localisation : Franconville
Re: Les outils interchangeables des pelles.
par admin-jpg Mar 19 Déc - 17:54
En faits ce n'est pas tant la vitesse mais le couple, du moment ou la machine en donne, tout va très bien.
Je te l'ai dit j'aie des fraises de plus de 30 ans qui coupent encore car de la qualité.
Si tes outils c'est des fraises chinoises, ne t'attends pas a faire des merveilles, si elles savonnent au bout de quelques minutes fout les à la poubelle et rachete en de qualité.
Ca c'est comme les tarauds et filières, des salopperies en ferrailles, tu as vue la différence avec des vrais outils.?
Ta fraiseuse EMCO ne souffre que d'avoir un moteur en courant continue, si tu avais racheter un moteur en 220 v, jamais tu ne te serait fait autant chier.
Avec mon Toyo 210 j'avais achetée la fraiseuse jointe, j'ai fabriqué avec 3 locomotives au 1/20 RC dont 2 à vapeur, la fraiseuse c'était l' EMCO, les courroies des toriques, mais des outils de qualité.
Quand je te dis que les meilleurs outils c'est des aciers HSS tu dit le contraire et tu achete du carbure en plaquettes, pour l' EMCO ? Mais non acier HSS.
Sur mes 2 tours mon outils principal depuis 40 ans c'est un barreau carré de 8 pour le 360 et 6 pour le BD affuté en pointe, et je fait avec tous mes usinages de dressages, cylindrages, bien sur pour alésage outils carbures brasés de 8 et de 6.
Et mes finitions sont nickels.
Alors, pourquoi moi je réussis mes usinages et pas toi ?
La vérité c'est que toi tu est sempiternellement emmerdé par une bonne femme chiante, pas moi, quand je bosse elle est couchée et sommeille.
Dans de telles conditions faire du bon travail c'est quasi impossible.
Mes copains de piscine me l'avais dit : Accepte le divorce, et tu va retrouver la plenitude de tes moyens ? Et ils avaient parfaitement raisons, et j'aie vécue une seconde vie riche en émotions de toutes sortes.
admin-jpg- Admin
- Messages : 32613
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par Bamo Mar 19 Déc - 18:45
Oui le problème c'est madame, on a reçu son casque antibruit de chantier, on fera l'essai rapidement, savoir si c'est mieux, et si je peux usiner plus.
Bamo- Messages : 6538
Date d'inscription : 17/03/2019
Age : 50
Localisation : Franconville
Re: Les outils interchangeables des pelles.
par admin-jpg Mer 20 Déc - 7:10
Les fraises croqueuses ressemblent à des tarauds hélicoïdaux, à 4 tranchants.
Ca te bouffe le metal à une vitesse et sans forcer, certes les états de surfaces ne sont pas lisses, mais pour du grossium c'est bon, tel ton massif de fleche de pelle.
Normalement tu ne fraise pas à cœur, on laisse un chouillat pour finir à la fraise lisse.
Tu dis que 4 tranchants c'est pas fait pour croquer ?
J'aie de tout , du 2 dts, 3 et 4 dts, les 2 dents ca fait des facettes pas les 3 ni 4, et ça vibre moins.
Pour moi c'est indiférends, je fais avec ce dont je dispose, n'oublie pas que ce n'est pas mon métier usineur, donc je n'aie pas les toutes premières bases des usinages, j'usine au feeling, ce sont les résultats qui comptent en bien ou en conneries.
admin-jpg- Admin
- Messages : 32613
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Mer 20 Déc - 7:35
Bamo a écrit:En fait je crois que c'est pour cela que je n'ai pas réussi avec l'emco, le rapport de rotation était trop petit, la fraise ne tournait pas assez vite. Autant j'ai maintenant une bonne idée de la vitesse d'un mandrin de tour, autant je suis complètement novice sur ces aspects avec la fraiseuse, et je pense que ma fraise ne tournait qu'à 1000 tr/min
Non, je ne penses pas que l'emco soit responsable, ce qui l'est c'est que le banc du tour n'est pas fait pour cela
Mème sur le Toyo 210 j'avais des verniers à rattrapages des neutres par bagues mobiles, et j'ai fait des milliers d'usinages sur banc du tour.
Bien sur l'idéale c'est la table croisée et le montage d'un étau machine.
Franchement je ne comprends pas pourquoi tu ne réussis pas tes fraisages sur cet EMCO ?
C'est vrais quand je l'ai acheté, je ne l'ai pas essayé par manque de place dans ma chambrette.
Si j'avais pu l'éssayer, peut etre aurais je vu ses défauts ?
Certes il est un chouillat plus petit que le Toyo 210, mais ça ne justifie pas tes échecs.
Machine petite, il faut travailler petit.
Par la je veux dire que les passes seront mini mini, pas questions de rentrer dans le lard, on usine centième après centième.
Et bien sur la matière à usiner y est pour beaucoup dans les résultats d'usinages.
Tartaix vends, mais peut etre te vendent ils n'importes quoi ? si alu mous alors c'est la cata, et c'est sur que les résultats seront désastreux, pour bien usiner il est impératif d'avoir des métaux a usages mécaniques, il faut que les outils s'engagent et brisent les copeaux, si ceux ci font des tire bouchons tu peut te dire alu mous, donc résultats le plus souvent dégueulasses, pour eux faut lubrifier à mort en jet sous pression d'huile soluble, mais t'en fiut de partout.
A sec alu mécaniques impérativement. Avec Hyper acier j'ai vraiment des professionnels qui connaissent les métaux et qui me conseillent, un problème se présente je m'en explique auprès de julien qui me trouve le métal qu'il me faut.
Tartaix et ses vendeurs j'ai l'imprèssion qu'ils te roulent dans la farine, ce ne sont pas des techniciens mais des vendeurs, rien a foutre que tu fasse des usinages de merdes.
A Lyon j'avais Vignon Choquit, la aussi de véritable techniciens des métaux, leurs conseils m'ont été forts utiles.
Donc je disais qu'il faut usiner pas par centièmes mais au moins au 1/10.
Sur le BD les pas sont du mm, donc un demi tour c'est 0,5, et un quart 0,25, il m'arrives très souvent d'usiner graduation après graduation, en faits plus je diminue le diamètre de mes axes, plus je suis précis par demi graduation, mais surtout outils affuté correctement et réglé pile sur l'axe.
En dessous il va engager, au dessus il va savonner, quand je dit axe c'est axe au centième. alors on cale avec du feuillard voire du papier.
admin-jpg- Admin
- Messages : 32613
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par Bamo Mer 20 Déc - 9:00
Bamo- Messages : 6538
Date d'inscription : 17/03/2019
Age : 50
Localisation : Franconville
Page 6 sur 8 • 1, 2, 3, 4, 5, 6, 7, 8
» pelles électro hydrauliques LIEBHERR 964 B
» Les outils hydrauliques et non hydrauliques équippants nos engins TP
» Le ballet des pelles
» Pelle bruder mode leimbach avec options pour JB38
Ma petite entreprise TP - mini engins TP :: votre 1ère catégorie :: les engins de terrassement :: Les pelles mécaniques
|
|
|