Les outils interchangeables des pelles.
Ma petite entreprise TP - mini engins TP :: votre 1ère catégorie :: les engins de terrassement :: Les pelles mécaniques
Page 3 sur 8 •  1, 2, 3, 4, 5, 6, 7, 8
1, 2, 3, 4, 5, 6, 7, 8
Re: Les outils interchangeables des pelles.
par Bamo Ven 1 Déc - 17:48

Bamo- Messages : 6538
Date d'inscription : 17/03/2019
Age : 50
Localisation : Franconville
Re: Les outils interchangeables des pelles.
par admin-jpg Ven 1 Déc - 19:44
Encore 4 supports a monter et ça sera terminé.
La première serie des bobines ont été les entretoise de récupération ramenées au pif à 3/4 de long, 10 pièces, par la sute du rond de 3 laiton percé à 1,6 en 3 fois, et tronçonné serré dans le tour à 3, le temps de les dresser un peu, je vais les tarauder manivelle, et les monter sur les plaquettes restantes.
Une fois démontée, nettoyage, et coup de lime au milieu pour tout égaliser, 3 mm de longueurs des bobines est suffisant, vu que les joues du porte outils font 2,5, les vis de 2x5 ne dépasseront pas.
Tu vois Marc, que ce soit en miniature ou grandeur en tant que métallier, j'ai toujours fabriqués des gabarits de montages, pour que tous mes montages de série soient identiques en tous points.
Economie de temps et d'argent, économie des consommables, économie sur les nerfs, economies de fatigue, et travaux menés en toute sécurité.
Celui qui comprends ces processus fait pareil, les autres s'emmerdent comme pas possible.
Puis les gabarits sont conservé précieusement pour d'autres travaux identiques.
Alors bien sur les moteurs seront décalés sur l'éxtérieur, c'est voulu pour que aux grands angles d'ouvertures les moteurs eux mèmes ne touchent que très peu les fonds des rainures.
Et dans les aller retours des tubes écrous, que les oscillations moteurs ne soient génés par aucun obstacles ou blocages intempestifs.
Je devais aller chez Hyper cet aprem pour un complement laiton, mais j'ai de quoi faire pour 3 appareils.
Pour les pincettes , elle seront prises dans un coupon de plat laiton de 20x2x50, un tracé est sur le dessin grandeur, avec les axes d'articulation et ceux de manoeuvre.
La encore faire un gabarit à bords relevés, pour percer les 2 trous à 2.
Et un autre avec ses 2 trous mais en forme des pincettes, celui ci sera monté sur 6 plats, et fraisé en étau de façons grossium, pour ébaucher les formes en se rapprochant le plus du tracé des forme, c'est facile avec des fraises croqueuses qui font du débit.
Une fois les forme le plus possible approchées, finitions du bloc au disque à facettes en étau d'établis.
Une fois mes 15 demi pincettes en formes, reperçage du trou d'oscillation à 4 pour passer une entretoise repercée à 2 pour sa vis axiale.
A partir du moment ou tous les moteurs sont en place, ainsi que les pincettes, je puis voir avec précision comment seront les vis chinoises et leur tubes écrous, en positions fermées et ouvertes des pinces. et bien sur les faire fonctionner individuellement pour rodages.
La suite sera les sommiers, faire les alésages à 26, mais avec présence des roulement et des roues de champs.
En faits peu importe par quoi continuer vu qu'il y a des dizaines de petites pièces a préparer autours de ces grosses pièces.
Mais je suis bien conscient que quand ça va marcher je soit le plus heureux des hommes.
C'est con j'ai 2 JT comme ceux commandés, impossible de savoir ou je les ai rangés .

admin-jpg- Admin
- Messages : 32612
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -

Re: Les outils interchangeables des pelles.
par admin-jpg Ven 1 Déc - 20:10
Et je me suis offert ça pour 14,50 € ttc livré, en promo.https://fr.aliexpress.com/item/1005006040200610.html?spm=a2g0o.order_list.order_list_main.4.21ef5e5bpRzrnu&gatewayAdapt=glo2fra
admin-jpg- Admin
- Messages : 32612
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par Bamo Ven 1 Déc - 22:57
Oui je vois bien les gabarits, c'est vrai que je ne m'en suis pas trop servi parce que je fais pas de série, et j'ai l'impression de gâcher du matériel, je sais c'est une très mauvaise façon de penser çà me sauverai du temps au final et du matériel car moins de risque de foirer un truc irrécupérable.
J'avais fait un gabarit pour les cages N20 en Alu et un pour les plaques, mais il ne me servait qu'à percer car fait avec l'imprimante 3D. Pour des gabarit de perçage uniquement c'est une bonne alternative. mais une version aluminium resservira dans le temps, car fixer des N20 on le fait tout le temps.
Ok je ne voyais pas à quoi servait tes oreilles dans ton gabarit, j'ai compris avec la pièce brasée encore en place, les trous dans les oreilles maintiennent les tubes en place pendant la brasure.
Bamo- Messages : 6538
Date d'inscription : 17/03/2019
Age : 50
Localisation : Franconville
Re: Les outils interchangeables des pelles.
par admin-jpg Sam 2 Déc - 6:42
Mème pour une pièce unique un gabarit est utile, car la pièce sortira nickel.
On se dit : Je n'aie qu'une seule pièce a faire mais complexe, ça ne vaux pas le coup de faire un gabarit ?
Et nous voila partis dans les emmerdements multiples, car à force de loupés on s'apperçoit qu'on a refait cette pièce 10 fois car durant les soudures ça a bougé, faussant le travail. Et la boite à riblons en est pleine de ces loupés.
On se dit pièce unique, mais en faits ce sont plusieurs pièces qui auraient pu etre traitées sous gabarit de soudage.
Résultats des courses travaux bâclés et impossible de le monter.
Ce gabarit en fraiseuse m'à pris tout au plus une heure le temps de le peaufiner, est ce qu'une heure c'est cher payé pour sortir la pièce unique nickel chrome ?
En industrie la pièce unique peut couter des milliers d'euro, cela vaut il le coup de la recommencer 10 fois ?
Un gabarit doit toujours se faire en pièces dures, acier, laiton Alu et suivant la nature des travaux à faire dessus.
Si c'est un gabarit de perçages il sera en acier, qui résistera mieux aux frottements des forets.
Si c'est pour pointer, acier ou laiton. à la rigueur alu.
Si c'est pour souder ou braser alu car la brasure étain et argent ou brox n'adhére pas sur l'alu, et assemblages des pièces avec vis inox, car l'étain adhère difficilement sur l'inox.
Si c'est pour boucher des trous, ça sera support en alu, car la soudure arc n'adhére pas sur l'alu et encore moins les brasures, étain , argent, brox, l'alu servant alors d'échafaudage de maintient des bains en fusion.
Certainement pas. pour recommencer la pièce industrielle.
Alors la confection d'un mannequin de soudage coutera bien moins cher que de la recommencer 10 fois.
Nous on est en modeles réduits, c'est tout petit et aucun outillage de maintient n'éxiste à notre échelle, comment tenir de façons parfaitement orthogonales nos minuscules pièces ? Qui plus est, chauffés au chalumeau à flamme ? un truc à se bruler gravement et de foutre le feu à la maison.
Les risques sont bien trop grands pour les prendre.
Alors gabarit de maintient en place, ça couteras certainement moins cher que de refaire une maison incendiée par accident et par connerie.
Je voudrait tellement t'inculquer cette notion essentielle de faire des gabarits de maintient pour ta sécurité, et la réalisation de la pièce unique ?
Qui en fin du compte ne le sera pas, vu que si belle pièce réussie tu risque d'avoir des demandes ? Il te sera alors aisé de la refaire rapidement, sans te faire chier une deuxième fois.
admin-jpg- Admin
- Messages : 32612
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par Bamo Sam 2 Déc - 9:02
Bamo- Messages : 6538
Date d'inscription : 17/03/2019
Age : 50
Localisation : Franconville
Re: Les outils interchangeables des pelles.
par admin-jpg Sam 2 Déc - 9:50
Voici le premier porte outils avec ses moteurs de pincettes.
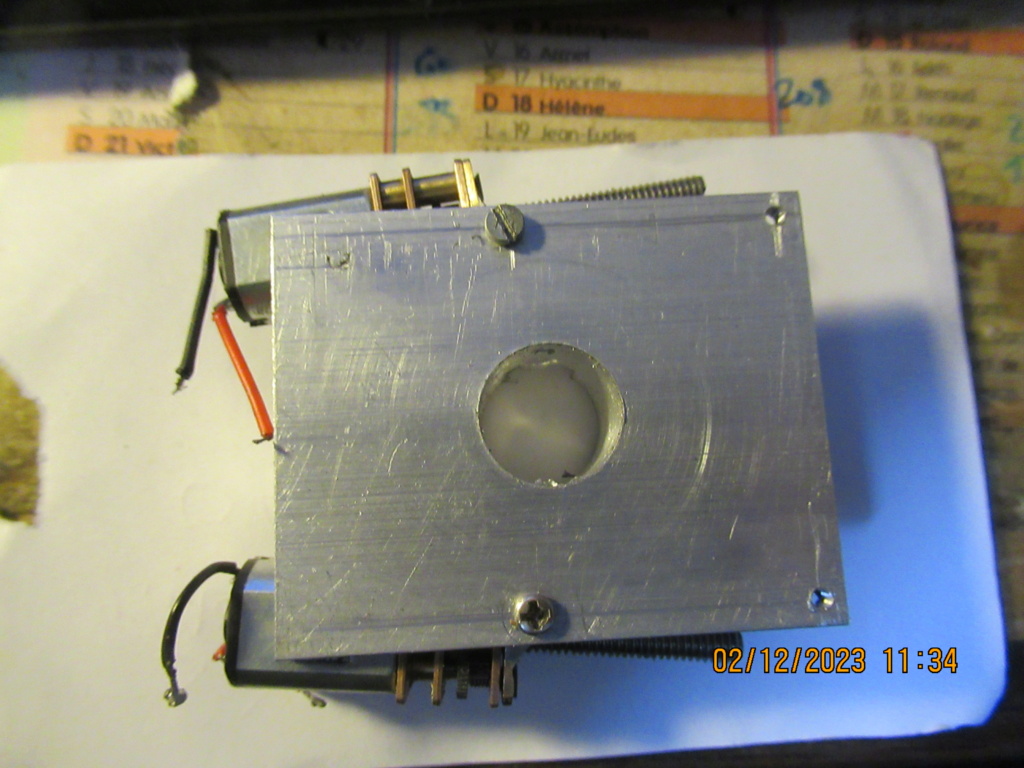
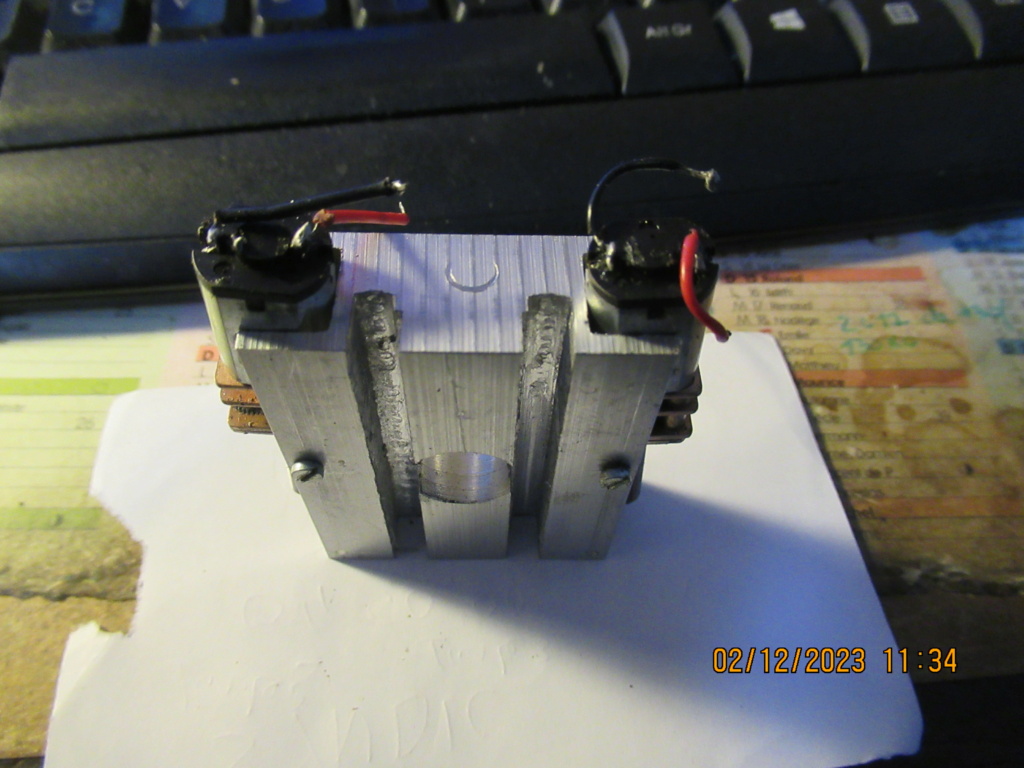

Ici 2 N 20 avec tiges filetées de 4, c'est l'un d'eux que j'ai réparé par permutation du moteur.
Les autres sont en tiges chinoise, ces autres je les ai payés 0,43 € l'unité, ça valait le coup, mais j'éspère que leurs arbres ne seront pas trop courts, tandis que ceux à vis de 4 valent 2,75 € l'unité.
Les moteurs sont montés en provisoire, car il faut que je lime les fonds d'entailles sur l'arrière avec une grosse lime ronde de 10, de façons que les moteurs s'épanchent dedans, pour s'ouvrir d'avantages.
Et donc ces déports d'un coté avait ce double but d'éloigner les moteurs des rainures afin de donner les jeux necessaires aux débattement des motorisation, mais aussi d'avoir un passage des fils derrière les moteurs en fonds de rainures pour les alimenter.
Un trou de 3 sera percé juste devant au droit des blochets, pour passer ces fils qui ainsi seront protégés des arrachements.
Comme tu voit, pas de dessins de fabrication, tout est dans mon cahier des charges et dans ma tète, et c'est rare que je me trompe.
Mème le fraisage de l'aile c'était voulu, dans ma tète le lardon tiendrait encore avec le bas du bloc, ben non, erreur.
En faits j'aurais du faire 6 ensembles pour avoir un master d'éssais à riblonner le cas échéant.
Dans mon métier de serrurier j'ai toujours fait des débits en plus, justement pour mes essais et préliminaires aux transformations, ainsi quand les masters sont approuvés par moi même, je passait en fabrication du nombre demandé. les essais à la benne pour ne pas encombrer, tout en gardant précieusement les gabarits.
admin-jpg- Admin
- Messages : 32612
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par Bamo Sam 2 Déc - 10:28
Bamo- Messages : 6538
Date d'inscription : 17/03/2019
Age : 50
Localisation : Franconville
Re: Les outils interchangeables des pelles.
par admin-jpg Sam 2 Déc - 10:59
Mais je me suis dit avec ce montage, si mes outils sont tous pareils encastrés dans les portes outils, ça serait aussi résistant que s'ils étaient larges.
Avec ce montage les lèvres porteuse font 20 mm de large extérieures, ce qui donne un godet mini en largeur de 20 mm, pour la pose de tuyaux de type Janoléne, mais aussi de godets larges de type curage.
Les encastrements empêchant tous mouvements parasites, qui une fois bloqué par l'axe avant et le verrou arrière, empêcheront tous mouvements des outils.
Encore une fois fait confiance en la résistance des métaux surtout à nos échelles ou les forces en présence se chiffres en quelques kg et pas en tonnes.
Un axe de 2 en acier c'est une résistance à l'allongement d'un peson de 10 cm de plus de 100 kg.
En cisaillement pour une clavette transversale c'est aussi plus de 100 kg.
Une seule vis de 2 acier rouillée à mort dans son logement va te donner du fil à retordre pour l'arracher, tu imagine ta force d'homme, que tu va imprimer à la vis, quoi ? 20 kg ?, peut être y arrivera tu peut être pas et durant ce temps les jurons fuseront.
Rien qu'un feuillard de 1 dixième d'épaisseur sur une bande de 1 cm de large va te faire chier durant un bon moment pour la cisailler avec la seule force de tes mains.
Avec ce petit peson tu te suspends dessous, il ne cassera pas, garantis.
Alors tu penses bien mes outils en tôles d'acier de 0,75 c'est garantis à vie.
D'ailleurs c'est amusant de constater le peu de confiance des mecs constructeurs en modélisme de TP de la résistance des métaux au point de faire des flèches de pelles en alu de 4 mm voire plus épais, moi aussi j'i fait ainsi mais pour avoir la possibilité de visser dedans et d'avoir un maxi de filets des vis, et si en plus je fraise il ne reste plus rien en épaisseur des vissages. Une vis de 3 sa fraisure fait 3 de haut, pour 4 il ne reste qu'un mm.
Pour une structure en acier de 0,75 je ne place pas de vis comme sur alu, je plie et je brase, et ça sera 100 fois plus solide.
Regardes toutes les flèches construites de cette façons, c'est indéformable et hyper résistant.
Tu va rétorquer Et le respect des échelles ?
Mort de rire, même les constructeurs réels ne respectent pas les échelles, ils font des outils en fonction des travaux demandés, et si un godet doit faire 10 cm de large ils le feront de 10 cm de large. Mais même profil qu'un godet d' excavation.
Regarde les rippers en sont la preuve. une lame.
Tu l'à vu avec tes éléments en acier de 0,70 ou 0,50 c'est indéformable une fois en formes.
Rien que ton morceau de Boom posé au sol va supporter plus de 100 kg avant d'être écrasé.
admin-jpg- Admin
- Messages : 32612
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Sam 2 Déc - 11:37
admin-jpg- Admin
- Messages : 32612
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par Bamo Sam 2 Déc - 13:24
Bamo- Messages : 6538
Date d'inscription : 17/03/2019
Age : 50
Localisation : Franconville
Re: Les outils interchangeables des pelles.
par admin-jpg Sam 2 Déc - 15:44
Bref ça m'à fait plaisir de voir tous les gents qui bossent pour nous, les bises ont fusées de partout, un bon moment de convivialité. On reviens chargés de papillotes.
Le temps de me changer je repasse sur mes montages.
J'ai commandé à Brico vis de vis longues de 2x20 pour les axes des pincettes en TF, ainsi rien ne dépassera entre porte outils et sommier.
Des écrous de 1,6 et des forets de 1,6.
admin-jpg- Admin
- Messages : 32612
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Sam 2 Déc - 15:47
Pour les plis droits plieuse, pour ceux en arrondis tu fait à l'envers sur un fer lourd à angle arrondis, par frappes sur les bouts découpés, ça se plie tout seul en suivant l'arrondis, essaie et tu sera convaincu. a la rigueur tu essais sur un bout de plomb à bords arrondis genre plomb de plongée, on appelle cela un TA.
Et vu que je suis encore habillé, stage en cave pour débiter les plaquettes qui vont me servir à fabriquer les gabarits de perçages des pincettes, et celui qui me servira à les découper.
Quand on fait un gabarit pour fers plats, on découpe 6 petites plaquettes fines de l'épaisseur de 2 plaquettes, ici 4 mm qui une fois ébavurées vont être brasées sur les cotés et devant derrière des gabarits, de sortes que chacune des plaquettes des futures pincette s'y logeront sans jeux, et en sortiront exactement semblables.
Puis pour celle de découpe, il faut la dessiner aux formes, la serrer avec celles percées, disposer les guides aux endroits n'étant pas découpés, pour elles avec les 2 vis de serrages mise sur les trous , 3 guides devraient être suffisants.
La on a plusieurs méthodes : si possession d'une scie à bande verticale la découpe par sciage dans ce cas on munis le gabarit d'un manche de maintient pour ne pas se trancher les doigts. Et l'on découpe pièces après pièces montées en gabarit.
Soit en blocs groupés de 4 plaquettes plus le gabarit de forme, et vu l'épaisseur en étau de fraiseuse au jugé pour dégrossir.
Ou encore toujours en bloc de 5, au disque à facettes en étau d'établis.
Je sais toutes ces méthodes c'est chiant et répétitif, mais ça ne vous couteras pas un bras.
Ou encore en découpes laser, ou jet d'eau, ou en imprimante ou fraiseuses CNC. Chacun verra midi à sa porte.
Seule la patience paiera.
Encore une chose : On fait un gabarit aussi bien que la pièce qu'il moulera.
admin-jpg- Admin
- Messages : 32612
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Sam 2 Déc - 19:41
C'est Bartste qui m'à appris comment faire : Le groupe moto réducteur fait 6 mm de diamètre, il rentre pil poil dans un tube laiton de 6x7.
Il pratique un retraint fait avec un mini découpeur de tubes à molettes tranchantes, dans ce cas autant recuire le tube, ce rétraint est une trace de coupe qui déforme le tube vers l'intérieur, on calcule la longueur de cette partie arrière du tube sur la longueur du groupe, à devant le réducteur, au cul du moteur, plus une longueur, pour glisser au cul du moteur une goupille d'un mm, goupille destinée à enlever le moto pour le changer.
De l'autre coté du rétraint l'arbre de sortie fait 2 ou 3 mm avec un méplat, mais aussi court que large, tout au plus 3 mm.
On prends une tige filetée de M4, on y pratique un trou borgne de 3 sur 3, que l'on remplis à peine de soudure étain de manière a faire un méplat intérieur, que va faire tourner l'axe du réducteur.
Mais ce bout de tige filetée est cylindré de ce coté à 3 pour faire disparaitre les filets pour y enchâsser dur un ou 2 roulements de 3x6x2,5. destinés à centrer cet arbre tant en longueur qu'en diamètre.
on place ce montage sur l'arbre, et on refait le même rétraint devant les roulements de façons à bloquer la tige filetée et ses roulements dans le logement entre retraints.
On a donc un tube, que l'on a déjà calibré en longueur, et le trou arrière de maintient du moteur peut faire 2 mm, c'est en faits l'axe d'oscillation et de fixation du groupe réducteur sur le porte outils.
Sa position arrière contrairement à mes N 20 lui permet d'avoir un encastrement dans le U et un large débattement de la tige filetée vers l'éxtérieure nécessité par le déport de la languette de manoeuvre de la demi pince.
Il faut donc une refuite importante vers l'arrière pour fixer ce mini groupe.
Pour toi, la vis de 4 ne devra pas etre longue, ainsi que le tube support, dont la longueur est comprise entre l'arrière du tube avec sa vis de maintient moteur, et le rétraint avant, le tube s'arrete la, la vis dépassante de quelques mm.
Dessus sera vissé le tube écrou, autrement dit un rond laiton de 5 centré et foré pour une vis de 4, d'une certaine longueur pour commander le verrou sur l'autre coté.
Ce qui risque de se passer, c'est que cet ensemble dépasse largement sur l'arrière, parce qu'en faits les ratios de réduction de ces groupes sont en fonction de la longueur des réducteurs, donc réducteur plus moteur , en principe toujours égaux en longueur.
J'avais montés comme Bartste deux de ces moto réducteurs sur les pincettes l'un a bien marché l'autre a déconné de suite, de ras le bol j'ai monté des N20 bien plus costauds et plus courts. et qui fonctionnent encore.
Il faut le reconnaitre Steve est un sacré mécanicien horloger Suisse, ses travaux sont tous empreints d'une ultime précision horlogère, et personne ne lui arrives à la cheville.
Ces motos sont absolument inséparables de leurs montages en tubes, qui évite qu'on les écrasent, ce qui les bloqueraient, le tube servant à écoper le serrage dans les corps ou on les place, mais avec l'ennui d'une sortie arrière ce qui fragilise ce montage.
Moi je pensais à un micro servo d'avions cacahuète de quelques grammes il m'en reste un en stock tout petit, et ils ne sont pas chers chez Poids plume site sur le net, qui vont aller très bien la ou je vais les mettre, leur micro palonnier entrainant sur quelques mm le verrou en blocage. Mais il faut les choisir pour nos voltages usuels des 5 v de nos réceptions.
Et pour bien faire le palonnier tire sur sa tringle de façons à placer ce palonnier droit horizontal dans l'axe de son axe de rotation, donc au neutre parfait, ou il sera impossible de le déverrouiller sans action sur le servo.
J'aie de la corde à piano d'un mm achetée pour les volet roulants que tu m'à faits, qui passera dans le canal foré dans la masse des portes outils, mais ce peut etre aussi de la micro suspente de paramoteurs RC en dynema qui ne s'étire pas, son avantage c'est de suivre les circonvolutions du canal de transfert sa résistance au mètre est de plus de 20 kg. à la rupture.
En déverrouillage le palonnier va tourner de 60° maximum vers le bas, ramollissant le fil et le verrou s'ouvrira par le poids des outils, il peut l'etre aussi par micro ressort le repoussant. micro ressort monté sur le fil lui même.
Alors ce soir outre les plats pour les gabarits, j'ai découpés 1 dés en laiton de 15x5 longs de 8 mm pour faire les verrous taillés dans la masse, un axe d'un mm pour leur pivotement, un axe plus bas d'un mm pour le fil de tirage en verrouillage, la tension du fil se faisant de ce coté, par exemple par ressort de compression.
Alors un ressort d'éjection du verrou, et un ressort de compression de tension de verrouillage, mais la encore c'est un danger de libérer l'outil intempestivement par le poids. A voir donc sur place le moment venu.
A noter que si je goupille bien mon coup que je verrouille aussi par les pincettes fermées comme la Mécalac.( en sécurité).
admin-jpg- Admin
- Messages : 32612
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par Bamo Sam 2 Déc - 22:37
Pour les pincettes je suis tenté de mettre des moteurs de 6 aussi. La fixation des N20 me pose un soucis, car le cul du moteur s'écarte beaucoup quand les pinces sont ouvertes en grand. j'ai pensé faire une cage avec l'axe au cul, mais çà commence à faire très épais. Je suis tenté de mettre mon moteur de 6 dans un tube de 7*0.5 traversé juste derrière par l'axe de rotation
Bamo- Messages : 6538
Date d'inscription : 17/03/2019
Age : 50
Localisation : Franconville
Re: Les outils interchangeables des pelles.
par admin-jpg Dim 3 Déc - 6:47
En faits les 2 N20 des pinces ne sont pas gênant dans leurs positions car c'est la largeur des pinces fermées. Sur la Mécalac lors des mouvements des pinces je n'aie jamais rien touché, Ce qui l'est plus c'est que si le micro dépasse du cul, il sera fragilisé., à l'opposé des pinces, et dans leurs mouvements normaux il risque de subir des coups, préjudiciable à sa survie. J'en ai de 2 sortes de longs , 1/26 de 18 de long HT avec l'axe, et 1/136 de 22 de long avec l'axe, les 1/26 sont rapides 1200 RPM , les 1/136 sont lents 240 RPM.
J'ai retrouvé le micro servo, il fait 13 de long sans pattes et 20 avec pattes, par 6 de large et 19 de haut palonnier compris, lui aussi me posera des problèmes d'encombrements, j'ai bien peur qu'on ne puisse en placer aucun, dans ce cas tenue du verrou fermé par les pinces elles même, comme sur Mécalac.
Les réducteurs sont en plastiques donc mous facilement déformables, le corps du moteur acier mais mince, si écrasé il ne tournera plus.
Collé cyano c'est encore la meilleure solution, ou encore collé patex plus souple et détachable.
Dans les porte outils la demi longueur restante en arrière du blochet est restreinte, pour moi 17 mm, pour toi un peux plus.
De faits si j'adopte ta solution du micro , je colle sur l'axe une longueur de tige filetée de 4 de 5 de long, et dessus se meut le tube écrou qui verrouille.
Concrètement : deux possibilités :
pour ne pas baiser le moteur du micro, montage en tube de 6x7 un lent de 1/136 de 22 de long, au niveau ou je le place, au ras du dessous du porte outils, le blochet du JT est à 5 mm en retrait du dessous (vu qu'il pénètre de 10 mm). je rentre le tube, mais sa présence est inutile vue la protection du porte outils.
Seconde solution : je fore un trou de 6 au dessous du porte outils axe à 8 du dessous du porte outils, pour éviter la barre des outils de 2 mm, le blochet est en place serré par ses deux vis sans tète. je fore donc dans le blochet à 6. en bout d'axe de 3 je colle un bout de tige filetée de 4 de 5/6 de long sur laquelle se visse le tube écrou de 5 extérieur.
L'action du vérrouillage doit se faire en poussant, à cette position la tringle de poussée est bien en dessous des barres d'outils.
Le verrou aura 1 trous de 1 lui servant d'axe d'oscillation (en faits vis de 2), le tube écrou peut se prolonger jusqu'au verrou, tel un piston, qui sera diminué de section en arrivant contre le verrou, à 2 ou 3 avec le bout demi sphérique, le verrou reste en position ouvert repoussé par un micro resort interne.
Lors d'une prise d'outils le moteur repousse le piston qui fait basculer le verrou condamnant l'outil (ça se fait à vue, parce qu'il n'y a pas de fins de courses, (en faits oui et non).
oui et non parce que si je me la joue sérrée, le fait de pousser sur le verrou comprime le ressort d'ouverture, et à ce niveau l'écrou échappe la vis dégagée de ses filets, ( le réengagement dans la vis se fera par le ressort d'ouverture lui mème.) le piston recule de 3/4 mm il arrives contre le moteur, la aussi plus de filets mais un ressort de compression qui tente de le repousser, donc arrêt mais réengagement dans les filets assurés, donc 2 fins de courses mécaniques.
Pour établir ce système il faut le dessiner grandeur, et pour moi il faut que j'éssaie sur les 2 types de réducteurs, car j'en ai 2 lents et 6 rapides, et que munis des fins de courses on en a plus rien à faire de leur lenteur ou rapidité étant assuré des fins de courses mécaniques qui dans les 2 cas ne bloquent pas les moteurs.
En rapides je puis bloquer entièrement le moto dans son logement avec une goupille d'un mm, seuls dépassent les fils du moteur, parce que ce groupe ne fait que 16 de long, et que tout le système traverse le bas du blochet, laissant la place aux fils du JT de se rendre vers les 3 serveurs, ce groupe sera alors collé patex ou colle PVC (un point) pour ne pas tourner sur lui même.
En faits tes idées me sont profitables Marc.
L'écrou pousseur aura un profil allégé, c'est un rond de 6 laiton ramené à 3 coté verrou, puis allégé aussi à 3 derrière la rondelle de coulissement de 6, puis arrivé près de la vis reprends un diamètre extérieure à 5 sur 8/9 de long alors que l'intérieur sera foré à 3,2 taraudé à M 4 sur 7 de longs, les filets intérieurs sur 2 mm seront enlevés avec l'outil pointu nous servant à pratiquer les entailles dans les culots avant des vérins , pour le maintient des joints de tiges.
Reste donc 4 mm de filets intérieurs qui coulisseront sur la vis tournante de 5 mm de long, évitement à chaque extrémités en fins de courses.
Pour forer un trou traversant dans un bloc long de 50, voici la méthode : On trace au trusquin l'entre axes de chacun des cotés, on pointe au pointeau précis.
Puis sur le tour on monte une pointe tournante en contre poupée, et un foret de 2 ou 3 dans la mandrin 3 mors.
On amorce le demi perçages avec la manivelle de contre poupée, et on alterne les forages des deux cotés avec huile de coupe.
On poursuit ce jeux jusqu'aux débouchages dans le trou central.
On reprends avec le diamètre final de 6, mais on tient la pièce en pinces, car si elle se met à tourner on va s'arracher la peau des mains.
C'est la SEULE façon de percer de parts en parts dans l'axe sans déviations. Pour les portes outils.
Coté arrière sera le logement des micro réducteurs, coté avant sera l'emplacement des verrous. les miens font 8 de large donc le trou rond de 6 sera débouché par un fraisage au fond carré de 8. De la confection des verrous en formes de ce qu'on veut, de son axe d'oscillation et de ses forme intérieure pour prendre les axes d'outils.
C'est alors le moment de confectionner le système du poussoir en fonction des longueurs disponibles.
A savoir, au moment du débouchage dans les blochets montés la à vide, comme s'ils étaient au complet, les alésages traversants peuvent etre agrandis pour le libre coulissement des poussoirs.
Pout toi Marc tes blochets devront etre plus courts pour éviter le tunnel de 6 du poussoir.
admin-jpg- Admin
- Messages : 32612
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par Bamo Dim 3 Déc - 8:27
J'avais aussi pensé au micros servos comme ceux de mon chauffeur, çà ne passait pas, surtout que tu mesures la taille du corps mais tu dois prendre en compte la longueur du bras si tu le mets couché.
Bamo- Messages : 6538
Date d'inscription : 17/03/2019
Age : 50
Localisation : Franconville
Re: Les outils interchangeables des pelles.
par admin-jpg Dim 3 Déc - 9:28
L'important est que le micro ne tourne pas, peut etre avec un enroulement de téflon sur le moteur pour le coincer dans son logement rond ?
Oui bien sur il faut pouvoir les démonter.
admin-jpg- Admin
- Messages : 32612
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Dim 3 Déc - 11:07
Faut quand même que je commande des micro du genre 1/136 je n'en ai que 2.
Halla bouffe ?
Bouffe et papillotes.
admin-jpg- Admin
- Messages : 32612
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Dim 3 Déc - 12:39
Et il les faut lents vue la distance à parcourir de 4 mm pour verrouiller ou déverrouiller.
Grosso modo meme longueur que les autres, au pire re forer un trou de 7 sur 5 mm de profondeur, bouchonner le bout, et mettre en place pour protéger le cul du moteur dépassant, une vis de 2,5x3 pour bloquer ce cache en place.
Mais ça ne m'empèche pas de continuer sur mes 5 ensembles, vu que maintenant je sais ou je vais.
admin-jpg- Admin
- Messages : 32612
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Dim 3 Déc - 15:57
Portes outils à 15 pile poils profondeur 10, et pour sommiers alésage 26 pile poil profondeur 14, ceci avec mon aléseur de moyeux monté en 3 mors, avec resserrages constants des 3 mors.
Contrôles au pieds a coulisses en mors intérieurs a becs. M'en reste 4 à faire.
admin-jpg- Admin
- Messages : 32612
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Dim 3 Déc - 18:41
La suite c'est de monter les supports oscillants sur les moteurs que je n'aie pas encore, sacré dileme.
Non , de commencer les 3 blochets découpés à 26 de long pris dans du rond laiton de 23.
Cylindrage à 15, alésage à 12,5, en laissant une collerette haute de 4 de large.
Méthode, serrage en 3 mors sur étoile à 3 branches, centrage, et mis en place d'une pointe tournante, pour le maintient du blochet , de la, cylindrage sur la distance disponible.
L'alésage suivra en forets progressifs, pour finir en barre d'alésage.
Demain course à Hyper pour le complement en rond de 23, et plat de 20x2 pour les demi pincettes.
Leur débit à chacun suivra mon retour, puis continuation des 2 blochets restants, et ébavurages des plats de pincettes, et construction des gabarits de perçages et fraisages en formes.
admin-jpg- Admin
- Messages : 32612
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par Bamo Dim 3 Déc - 19:06
Clair l'alu ca fait des cheveux d'ange de partout, le laiton ce sont plus des poussières. Il semble qu'il existe des plaquettes qui permettent de casser les copeaux et d'éviter ces longs fils, je suis un peu les tutos d'USM fabrication, un tourneur français et il en a parlé dans une de ses vidéos.
comment vas tu ensuite maintenir ton blochet ? rentré à force ou des vis sont elles prévues ou de la colle peut être ?
Bamo- Messages : 6538
Date d'inscription : 17/03/2019
Age : 50
Localisation : Franconville
Re: Les outils interchangeables des pelles.
par admin-jpg Dim 3 Déc - 19:46
Pour mes distributeurs en mode leimbach j'ai fait faire 50 boisseaux en H 7, c'est à dire usinage micron, 500 € les 50 pièces.
Les industriels ne nous font aucun cadeaux, ils appliquent leurs prix aux tout venant qu'on est.
Quand je cylindre je monte la pointe tournante que j'avance au maximum au vernier de la pointe, pour dégager ses arrières en vue d'usiner entièrement les blochets.
Fatalement à un certain moment ça ne passe plus alors j'utilise des outils spéciaux a déports pour usiner quand méme.
Un tour c'est en faits un moteur qui fait tourner une pièce. Tu sort des poncifs maintes fois rabâchés, et tu te fait des montages croquignolesques pour usiner quand méme tes pièces.
Mes tours ne sont pas des rectifieuses a meules, et pourtant je rectifie avec ma meuleuse en 125 montée sur mon chariot sur le 360, par exemple pour rectifier des queues de forets en acier au chrome trempés cémentés hyper durs, la meule à bien raison de leur dureté.
Le blochet sera rentré glissant dans les roulements , le JT sera aussi rentré glissant, les roulements et la roue dentée sera rentrés glissants, deux trois points de cyano solidarisera le tout pour les entrainements des vis sans fin. en finale.
Rentrés glissants pour permettre les ajustages nécessaires aux montages.
Le blochet aura une collerette en haut tel un cylindre de moteur, puis en bas de l'alésage du sommier également une collerette d'un mm d'épaiseur, donc l'ensemble ne peut pas tomber.
Le porte outils rentre gras sur le blochet qui dépasse de 10 mm, et sur les porte outils dans les rainures des moteurs des pinces 2 trous opposés de 2 pour vis sans tète de 2,5, avec culs de poule dans le blochet, pour entrainement.
Je puis aussi découper à la lame à tronçonner de fines rondelles de cuivre prises dans du tube de 16x18 à placer entre sommiers et porte outils évitant les frottements.
Ainsi monté le blochet ne peut plus sortir. Les fils du JT seront rabattus sur le dessus du sommier et tenus par une demi bride a vis, puis rallongés de la longueur des bras, pour se raccorder aux varios inverseurs
admin-jpg- Admin
- Messages : 32612
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Lun 4 Déc - 9:40
Con que je suis , au lieu de le caler je l'ai laissé sur un plancher, il en a profité pour se barrer et se planquer.
J'ai débités tous mes plats 15, plus ceux déja coupés pour mes gabarits.
admin-jpg- Admin
- Messages : 32612
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Page 3 sur 8 • 1, 2, 3, 4, 5, 6, 7, 8
» pelles électro hydrauliques LIEBHERR 964 B
» Les outils hydrauliques et non hydrauliques équippants nos engins TP
» Le ballet des pelles
» Pelle bruder mode leimbach avec options pour JB38
Ma petite entreprise TP - mini engins TP :: votre 1ère catégorie :: les engins de terrassement :: Les pelles mécaniques
|
|
|