Les outils interchangeables des pelles.
Ma petite entreprise TP - mini engins TP :: votre 1ère catégorie :: les engins de terrassement :: Les pelles mécaniques
Page 2 sur 8 •  1, 2, 3, 4, 5, 6, 7, 8
1, 2, 3, 4, 5, 6, 7, 8
Re: Les outils interchangeables des pelles.
par admin-jpg Mar 28 Nov - 20:12
Donc le bout de ton balancier fait 24, le mien d'origine sur la pelle à pneus fait 28, mais faut pas en tenir compte, ce qui compte ça sera la largeur intérieure standards de tous les supports des godets ou autres.
En plus je me base sur mes blocs alu, j'ai bien fait de choisir 40 car dedans en extérieurs je fait les logements des N 20 et des pincettes, par ces effets en U, parfaitement carrés je puis positionner N 20 et axes d'oscillation des pincettes sur ces ailettes fraisées, je ne perd pas l'orthogonalité.
Bien sur ça rédime la largeur intérieure à 24, je vais donc me baser sur cette largeur maxi, pour placer mes supports d'outils à cette largeur maxi, en faits ça sera 23 extérieur, sachant que ma tole fait 0,75 acier, et pas haute, tout au plus 6/8 mm, ça ne risques pas de lâcher, 23 interieur 21,5 intérieur.
Et une fois tous les outils fabriqués sur un standard, en acier, proposer les ensembles à la vente.
De plus comme tous mes montages sont identiques ca me permet de faire des montages sur gabarits, et que même si je ne vends rien, je puisse échanger mes outils entre pelles.
En faits pour vendre il me faut faire des vidéos qui tiennent le chantier.
Mes penses bète ont en blasés plus d'un aux camions, les cons z"ont rien compris à l'idée générale, du coup aucun ne réalisent ce que je fait, ils achètent. En Chine.
Tu a vu a St Rambert, aucune des tètes connue du forum des camions, que des nouveaux venant d'autres clubs par émulation, de faits pas eue batailles rangées.

admin-jpg- Admin
- Messages : 32599
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -

Re: Les outils interchangeables des pelles.
par admin-jpg Mer 29 Nov - 0:15
admin-jpg- Admin
- Messages : 32599
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Mer 29 Nov - 17:51
Les sommiers sont percés à 16, reste à les aléser à 26, plus tous les fraisages autours.
Pour les porte outils, percés à 13 à terminer à 15.
J'en ai profité sur fraiseuse de faire les rainures sur les cotés de 10x8 de profondeur pour loger les N 20 et les pincettes.
Dans la foulée j'ai fraisé à 4 les rainures longitudinales des goussets porte outils.
Sur le premier un sottise et le lardon est à rabouter avec deux semelles de 0,75 acier vissées puis mastiqués Sintofer pour reprendre le profil, ça sera a faire quand la série sera terminée.
Des photos après le souper.
Nota : Pour bien faire les portes outils auraient du faire 50 au carré, car bien plus de place en largeur pour loger tout le bazar.
Et facilité d'alésage avec mon gabarit spécialisé, ça peut d'ailleurs se refaire. A voir.
Explications après souper.
admin-jpg- Admin
- Messages : 32599
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Mer 29 Nov - 19:12

Un porte moyeux super pratique qui permet de monter sur tour des plaquettes carrées ou rectangulaires de 50, 40, 30, ou rectangulaires, grace a des jeux de cales latérales et des vis de pression sans tète de 6, l'appareil sert à centrer, percer et aléser pour enchâsser toutes sortes de montages dont des roulements, un truc réalisé alors que je bossait encore et qui a maintenant une trentaine d'années, et m'à permis de faire des centaines de boites d'éssieux ferroviaire, ou comme ici les usinages des sommiers et portes outils des ENGCON.

Série de 5 appareils, sommiers et porte outils.
admin-jpg- Admin
- Messages : 32599
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Mer 29 Nov - 19:20

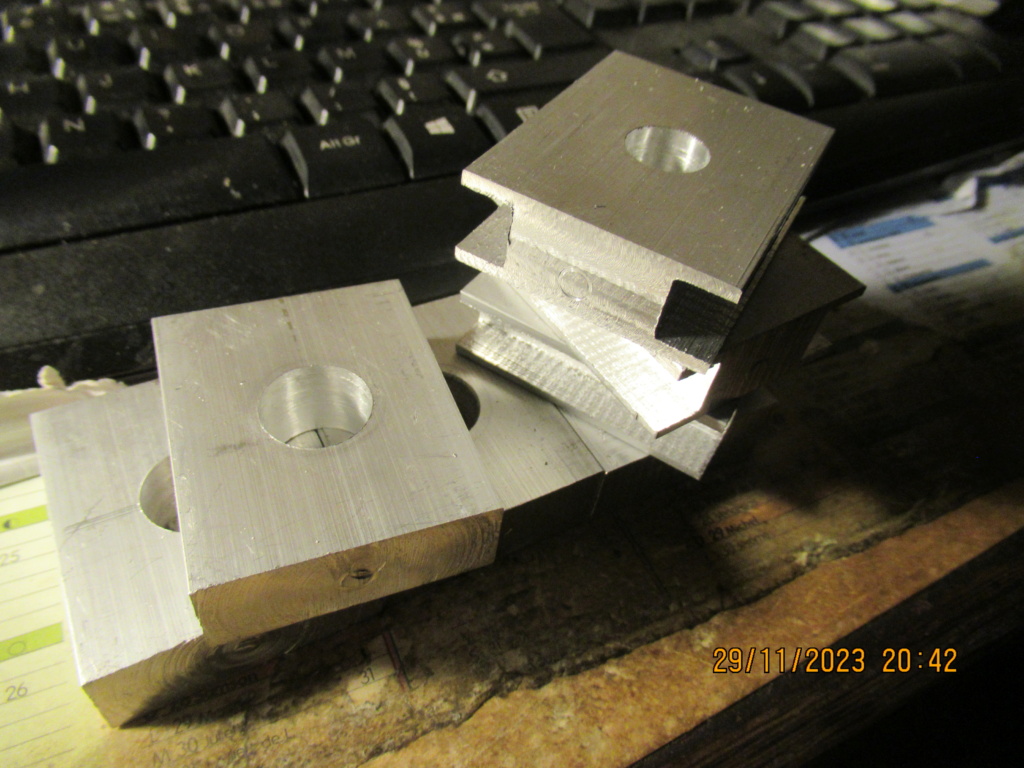
Porte outils envers, les rainures latérales pour loger N 20 et pincettes, les 2 rainures en long pour loger les deux supports parallèles des outils

Le dessus , le trou est celui du blochet à roulements et à roue dentée.
admin-jpg- Admin
- Messages : 32599
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Mer 29 Nov - 19:32

Le chagrin le voici, j'ai fraisé au ras de la rainure, résultats la lèvre à sautée faute de support, la réparation sera de fraiser de chaque cotés lèvre et porte outil sur 0,75 d'apaisseur pour y encastrer vissé deux lardons toles acier, et vissés, après qoi rebouchage au sintofer, pour re fraiser les rainures, en évitant les 2 lardons.
La question que je me suis posée est : ce porte outils n'est il pas trop étroit ?
En faits les supports des outils vont s'encastrer dans les rainures, la Deja un bon maintient en torsion, plus les encastrement des barres reliant les 2 joues, celle arrière prise dans la fourchette fraisée du porte outils, et devant par le verrou commandé.
Ainsi maintenus les outils ne peuvent pas bouger du porte outils, ni en latéral, ni en longitudinal, le fait d'actionner le verrou libère axe avant de l'outil, le tilt n'à plus qu'à basculer en arrière pour se décrocher de la barre arrière de l'outil.
Leurs entre axes sera de 30 mm, peut etre un peut moins (28) à cause des lardons de réparation de l'un d'eux.
admin-jpg- Admin
- Messages : 32599
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par Bamo Mer 29 Nov - 20:41

Bamo- Messages : 6532
Date d'inscription : 17/03/2019
Age : 50
Localisation : Franconville
Re: Les outils interchangeables des pelles.
par admin-jpg Jeu 30 Nov - 2:01
Le job, c'est de remettre en place ce lardon de 2,5 mm d'épaisseur ?
A chaque extrémités du lardon et du porte outil, un fraisage en profondeur de 0,75, pour y placer 2 plaquettes en acier de 0,75 qui seront vissées TF, tant dans le lardon que sur le porte outil, ce qui va le maintenir en place, puis de mastiquer la fente fraisée par erreur au sintofer.
Une fois dur de reprendre la pièce sur fraiseuse, avec les réglages initiaux, pour usiner le sinto.
En final le lardon à repris sa place supporté par 2 protheses acier, et donc profils conservés.
Mes outils modifiés ou construits, auront tous la même empreinte: deux toiles en plats laiton ou cornière de 10x10 retaillées en largeur sur une aile de la longueur entre protheses, qui sera ma référence pour les autres, avec un entre axes de broches de 28 (faut la jouer fine ) les broches étant en acier de 2 mm courtes, brasées sur les cornières laiton .
Le porte outils aura d'un coté un crochet de prise de broche, et de l'autre le verrou mobile commandé, de sortes que la prise puisse se faire indépendamment en retro pelle ou en chouleur butte.
Les outils n'auront pas de cotés précis de prise, vu que le rotateur les mets dans la position voulue.
Le canon laiton de 15 se prends sur le porte outils en prises de 10 mm serrées, des vis de 3 latérales forées dans les rainures des N 20 de pincettes, maintiendra le tout en place, et des trous latéraux au bout des tubes passeront les fils de chaque cotés au N 20.
Mais la j'y penses, mes JT sont en 6 fils, il m'en faut alors 2 fils couplant les 2 N 20 de pincettes et 3 pour le mini servo du verrou.
Note que le schémas des passages des fils du JT sera différends du tilt de la Mécalac. dans un sens simplifié.
Le verrou d'un coté, le servo de l'autre, la commande du verrou passant dans un canal axial de 4 mm affleurant le dessous du porte outils et dedans une CAP d'un mm tirant sur le verrou en fermeture.
En faits de tels outils, entièrement tournés et fraisés, seule solution de faire du compact.
Toi ? Comment tu va faire le tient ? M'est avis que tu doives aussi le faire en fraisages tournages ? Sur l' EMCO.
Car en pièces rapportées ça va prendre des places folles, les vissages interdisant certains montages.
admin-jpg- Admin
- Messages : 32599
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par Bamo Jeu 30 Nov - 8:20
Je suis assez proche de celui de Bartste. La partie supérieure sera donc fait dans un bloc initialement de 40*50*15, largement diminué en largeur, en fait le corps fera 30 avec des oreilles pour les vérins de tilt. Le N20 de rotation entrainera un pignon de 20 dents de 11*7 avec sa vis sans fin de 7*12. Ce pignon sera vissé sur un tube de 7*0.5 accueillant le JT de 6mm 8 fils et guidé par un roulement de 11*7*3 et un de 13*7*4. ce bloc sera coiffé d'un couvercle de 2mm vissé par 4 vis TF M3 qui aura pour rôle de maintenir le roulement de 13. le tube sera terminé par une plaque rectangulaire brasée qui ira dans une empreinte du couvercle du bloc. Le bloc inférieur sera aussi fait dans un bloc de 50*24*15 fraisé. l'insertion de l'outil se fera par une rainure horizontale à l'arrière et une verticale à l'avant avec un crochet basculant à 90°. Il sera fraisé intérieur pour accueillir le moteur de 6mm muni d'une vis sans fin de 4mm en module 0.8 entrainant un pignon 20 dents de 4,40mm solidaire de l'axe de rotation du crochet. L'axe du crochet fera 2 de diamètre. . Ce bloc sera coiffé d'un couvercle de 2mm fixé par 4 vis TF M3. le couvercle aura une empreinte de 1mm accueillant la plaque du tube et assurant l'entrainement du bloc inférieur. Cette plaque est bloquée en par le moteur et ne peut sortir de son empreinte.
Le bloc pince sera le même que celui que tu avais fait en assemblé. 2 barres en U superposées maintenue à une pièce qui elle même sera vissées dans le bloc attache. 2 N20 entraineront les pinces, le tout maintenu entre les 2 barres
2 rainures sont prévues dans le bloc pour faire passer les 4 fils de N20 de pinces qui ressortiront à l'arrière. Au milieu du bloc de part et d'autre du moteur viendront se loger des connecteurs tétons à ressort pour alimenter un outil (godet crabe ou fourche de levage à largeur variable par exemple)
l'attache au bras sera fait par un cadre en laiton de 2mm composé de 4 pièces brasées entre elles à 90°.
Techniquement le bloc inférieur n'est pas très compliqué car il est globalement parallélépipédique. Le bloc supérieur est bien plus complexe, en formes mais également en fraisages intérieurs. Rien que pour la partie tube , il me faut faire un fraisage de 11mm de diamètre qui arrive à 1mm du fond de bloc sur 3, et un fraisage à de 13 mm sur tout le reste de la hauteur (11mm). pour la partie corps, j'ai les oreilles des vérins qui vont être marrantes à faire. Je vasi dégrossir à la main et à la perceuse avant finition à la fraise
Bamo- Messages : 6532
Date d'inscription : 17/03/2019
Age : 50
Localisation : Franconville
Re: Les outils interchangeables des pelles.
par admin-jpg Jeu 30 Nov - 11:01
Car la pour toi ça sera barbuche ?
Pour moi ce matin en cave continuation des fraisages en longs des rainures d'outils.
Une fois la série faite, reprises en profondeur de 2 mm, et en largeur de 6 dixième, pour en profondeur descendre à 7 mm, et en largeur totale atteindre 20,5 qui sera la largeur extérieurs des supports d'outils.
En finale, fraisage de 0,75 du porte outil loupé, des 2 cotés et découpe dressage du lardon acier soutenant l'aile détachée. Que je vais monter en appartement bien au chaud. Et pour finir son masticage.
Mes portes outils (je les appelle ainsi, ce sont les cornières de 10x10 laiton a acheter cet après midi ) plongent dans le rotateur de 7 mm, la deux barres en acier de 2 baguette de soudure autogéne, de 20 de long y seront brasées argent, avec entre axes de 28.
Donc découper en cave sur tronçonneuse une seizaine de cornières de 10x10 de 35 de long avec entre axes de 28 à 2,5 du haut des ailes.
Ces cornières ou U de 20x10 (si je trouve à Hyper) seront fixés par 3 vis et écrous sur tous les outils, en bruder modifiés, ou carrément à reproduire en acier brasés.
Dans ce cas une fois le U support ajusté il sera pointé argent sur les godets acier.
Du coté des porte outils alu, en arrière creuser par dérrière les crochets de prises d'axes, et devant l'articulation des verrous
admin-jpg- Admin
- Messages : 32599
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par Bamo Jeu 30 Nov - 11:18
Comme j'ai mis dans mon post, je suis court en acier de 0.7 et j'ai pas forcément en vie pour une question de souplesse de le faire en 0.5 galva, la seule plaque assez grande en largeur et longueur pour faire le fond et les bords pliés sur la longueur de caisse (la 0.7 est assez longue mais pas assez large, et la faire en 2 morceaux brasés entre eux, je ne sais pas si c'est génial comme solution.)
Bamo- Messages : 6532
Date d'inscription : 17/03/2019
Age : 50
Localisation : Franconville
Re: Les outils interchangeables des pelles.
par admin-jpg Jeu 30 Nov - 11:46
Pour moi, le SOMMIER est la pièce oscillante animée par le vérin, ce sommier porte l'axe tubulaire et le JT.
En dessous est le PORTE OUTILS, ou ROTATEUR, qui suivant les réalisations outre de porter les outils, est rotatif sur 360° et comporte sur les cotés des moto réducteurs actionnant les pincettes du système.
Chez nous le ROTATEUR comporte un verrouillage commandé des outils.
3 fonctions électriques commandées, plus les oscillations du sommier, et l'articulation des systèmes de godets soit 5 fonctions en bout des balanciers.
Et pas des moindres.
admin-jpg- Admin
- Messages : 32599
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Jeu 30 Nov - 12:14
Bamo a écrit:J'ai pas commencé le mien, je veux d'abord que la pelle soit en mesure de tourner. J'ai donc finalisé les dessins technique des pièces qui serviront de gabarit à la réalisation. La seule chose que j'ai c'est un bloc de 50*50*15 pour y tailler le bloc rotator. Je devrai couper une autre tranche pour le bloc attache rapide (j'ai encore un bloc de 50*50*40 en stock). En matériel, il me manque juste le roulement de 13*7, le moteur de 6mm, l'ensemble vis pignon pour axe de 2 qui est dans mon panier Ali express mais non encore commandé et les joints hydrau pour les vérins de 7*3 (je vais devoir faire ceux de piston en double torique de 1.5 car il n'y a pas de quad de moins de 1.78 d'épaisseur, le piston est trop petit pour avoir une rainure de 1.8 et un passage de tige de 3, çà me laisse 0.2mm de matière seulement autour de la tige à l'endroit du joint).
Comme j'ai mis dans mon post, je suis court en acier de 0.7 et j'ai pas forcément en vie pour une question de souplesse de le faire en 0.5 galva, la seule plaque assez grande en largeur et longueur pour faire le fond et les bords pliés sur la longueur de caisse (la 0.7 est assez longue mais pas assez large, et la faire en 2 morceaux brasés entre eux, je ne sais pas si c'est génial comme solution.)
En faits quand on construit en 0,5, il faut que les toles aient des bords relevés pliés, c'est ce qui va faire la rigidité du bac.
Pour des plis droits la plieuse fait son job.
Pour les plis arrondis, faut recourir aux pliages séquencés comme l'ataient les découpages en carton, une multitude de plis de courtes longueurs, de formes pyramidal tronqués, qui une fois relevés avec une pince à becs, seront réunis par brasures, au moins des pointages argent leger en haut et tout le reste mastiqué poncé au sintofer.
La ponceuse à facettes va grandement faciliter les mises en formes.
Puis pour les formes galbées ne pas faire d'une pièce mais par petits morceaux mis en formes et rapportés par brasures, la on assure les montages par d'autres points intérieurs mais legers pour ne rien déformer, le sintofer fera le reste au ponçages.
Les carrossiers professionnels font ainsi, mais les industriels font ces galbes d'une pièce par emboutissages aux presses, les coupons de toles sont alors préparés avec des sur épaisseurs la ou le métal sera étiré à froid, on appelle cela : emboutissage dinandage, la dinanderie étant les procédé de formages sur tours spécialisés de meme constitution que les tours à bois, par outils à longs manches tenus a 2 bras sur une sole large de porte outils.
Pour exemple, chercher des dinandeurs sur le net, notamment à Villedieu les Poêles du coté d' Avranches et Falaise.
admin-jpg- Admin
- Messages : 32599
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par Bamo Jeu 30 Nov - 15:22
donc sommier en alu de 50*30*15 avec couvercle de 2mm, porte outil en alu de 45*24*15 avec couvercle de 2mm. Pour le cadre fixe attaché au nras qui relie le sommier tu l'appelles comment ?
Je ne refait que le caisson, le carénage et la cabine bruder sont en bon état et ne nécessitent pas une version métal, c'est de la cosmétique sans aucune contrainte mécanique. oui les bords seront pliés et l'arrondi fait en mode cartonnage, la bande arrondie aura des pattes en dents qui seront brasées de l'intérieur vers l'extérieur. J'ai une zone du caisson sans rebords au niveau du massif, je vais faire comme pour les bras, braser une autre plaque de 0.5 pour rigidifier, je ne pensais pas que çà fonctionnait si bien, çà réhaussera le massif de flèche de 0.5mm, je pense pas qu'on va défigurer l'ensemble
Bamo- Messages : 6532
Date d'inscription : 17/03/2019
Age : 50
Localisation : Franconville
Re: Les outils interchangeables des pelles.
par admin-jpg Jeu 30 Nov - 16:08
Pour ta ase de tablier, une fois poncée et mise en formes puis peintures on ne verra pas la différence.
Je suis bien d'accord avec toi, les carénages bruder ne sont pas à refaire, ils sont tellement bien ainsi.
Mais au départ, bien penser à renforcer de l'intérieur de référence le tablier qui va supporter toutes nos machineries.
Pour ma part tous les modeles Bruder traités ainsi, aucun d'eux n'à eue un tablier qui partait en brioche.
Les tabliers bruder sont moulés, extérieurement pour se rapprocher du vrais, et intérieurement pour maintenir et fixer les carénages.
Notre job aux tout débuts d'une transformation, c'est de renforcer cet intérieur, par différentes épaisseurs en fonction des cotes relevées:
Le milieu arrière est plus profond que tout le reste de 3 mm, la on place une dalle de la dimension, elle va certainement aller plus loin que le massif de fleche, et le sécuriser.
On a donc une surface intérieure relativement aplanie, reste a déterminer les bossages a conserver et ceux à virer.
En premier pour nous éviter des entailles dans l'alu, rogner les toiles recentrant les carénages sur les arrondis du tablier, mais pas les supprimer complètement car elles serviront toujours a recentrer les carénages lors des révisions et entretient.
Puis se poser des questions quand aux renforts internes et autres bossages, qui ne sont la que pour respecter la loi Allemande SPILL GUT de renforcement des jouets destinés aux enfants de 3 ans qui s'en servent de porteurs en s'asseyant dessus.
nous n'allons pas les écraser, donc on supprime ces renforts gênants pour nos usages.
Reste certains centrages essentiels comme ces puits carrés qui sont les clés d'assemblages de sécurité, se dire alors : comment je vais re fixer mes carénages sans eux ?
Pour moi c'est simple je place des tirants en tiges filetée de 3 vissés sérrés sur la tole renfort et dépassant d'un écrou, qui une fois peints ne se verront même plus. Bien sur il y a d'autres moyens comme les aimants collés.
Une fois le tablier débarrassé de ce qui était gênant, il n'y a plus de raisons que ce tablier s'effritte.
Si ces travaux préliminaires ont été bien menés sans faire des contraintes au tablier plastique, les carénages devraient y reposer qu'avec leur simple poids et leurs formes s'emboiter comme avant.
Alors , laissons libre cours à nos créativités.
Pour la pelle de l'hybrid la tole de renfort a été placée dessous, mais sur une très large surface sans brider la base, et soutient intégralement le massif de fleche et celle ci. Son carénage se repose comme avant et ce qui le tient, c'est le closoir du contre poids, et la repose de la cabine sur ses plots de fixation, un baillage peut subsister sous le couvercle avant droit rectifié par une vis traversante avec écrou, une fois le portillon refermé on ne voit plus rien du tout.
Pour ces modeles Bruder, ce qui devrait nous guider, ce sont ces renforts essentiels des structures devant subir des contraintes.
Une fois renforcés laissons libre cours à notre imagination.
Dernière édition par admin-jpg le Jeu 30 Nov - 16:35, édité 1 fois (Raison : pplanie)
admin-jpg- Admin
- Messages : 32599
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Jeu 30 Nov - 18:02
Ce porte outils bien entendu ne sera pas vendu. Il sera le number one des ENGCON.
Pour faire suite, je puis essayer de monter mon porte moyeux afin de commencer à faire les alésages des roulements sur les sommiers.
Sommiers complexes disait tu ? En comparaison les portes outils le sont dix fois plus.
Qu'y a t'il sur ces sommiers ?
Un trou central de 15 ou 16, puis dans la suite un alésage de 26 pour moi sur 14 de profondeur, ce qui laisse une portée au système, sachant que la roue dentée est prise en sandwich entre deux roulements identiques, si montage serré, il n'y a aucune raisons que ça sorte.
Au dessus le JT tète en l'air.
A noter que mes tubes de 15 font 26 de longs en laiton pris dans du rond laiton de 23, un cylindrages extérieur à 15, un alésage intérieur à 12,5, en laissant une collerette de 4 mm dépassante en haut pour y visser celle du JT.
Puis latéralement à l'opposé du N20 fabriqué en vérin à vis est l'entaille du N20 de rotation du Rotateur, il y ai des chances que le cul des moteurs soit dépassant
De l'autre coté sera la fourchette d'articulation du vérin à vis du sommier sur le brancard, et pour y visser son axe, une entaille sera fraisée en arrière pour ce faire..
Il y aura les trous lisses d'oscillation du sommier, et c'est à peut près tout.
Dans l'alignement du logement N 20 de rotation, à l'opposé un alésage axial de 9 pour la vis sans fin rebouché par un centreur de vis sans fin, une pièce en alu carrée de 15x15 avec une courte partie cylindrée de 9 de diamètre avec un bout d'arbre de 3 mm pénétrant dans la vis sans fin, l'opercule sera fixée dans 2 coins opposés par vis de 2x5 TR.
A noter que les entailles N20 seront faites en fonction des entres axes vis roue de champs.
Bien sur il y aura des détails de fabrication a voir lors des usinages, comme par exemple une sur épaisseur aux paroi du tube de 15, à l'endroit ou il est serré par le porte outils, le passage intérieur de 12,5 ne se justifiant pas si bas.
Et des combines apparaitront au fur et à mesures de ma progression en fraisages.
Un truc encore pas exposé : Les fixations des N20 de pincettes ?
Ces N 20 sont oscillants horizontalement en fonction des développés des pincettes lors de leurs mouvements.
Il sont fixé sur des plaques frontales en acier de 0,75 avec un trou centrale de centrage de 4 mm, et deux trous latéraux vissants de 1,6 avec un entre axe de 9 sur la largeur 12 des réducteurs.
Puis dessus et dessous seront brasés argent fins deux bossages laiton de 4 (en faits un seul qui sera usiné après soudures, ce sont les plots taraudés a 2 recevant le vis d'oscillation des plaquettes, les N 20 s'y fixant dessus par vis de 1,6x4 TF .
Ces plaquettes seront préparée dans de la toles acier ou encore du plat laiton de 10 ou 12 x1, soit plat de 10 longueur 12, soit plat de 12 longueur 10, parfaitement orthogonaux.
Chacun des N 20 recevront un moignon de vis chinoise inox percés à 3 avec vis tangentielle de 2,5, la dessus un tube mince d'antenne radio ancienne avec un écrou soudé étain dedans, c'est le tube piston de manoeuvre des demi pincettes.
Pour moitié des 10 pièces, 5 de celles ci seront fendues en bout pour enfourcher le cul des pincettes, les autres seront entre les doubles pincettes. Car sur un ENGCON il y a d'un coté une pincette double, de l'autre une simple, qui s'encastrent l'une dans l'autre lors des fermetures totale.
Mais premier Job, dessiner ces pincettes en grandeurs d'éxécution sur les portes outils et sur le papier quadrillé. Voir quelles seront leurs grandeurs et leurs débattements dans le porte outils.
Voici, la pincette fera 50 de long en courbe prise dans du plat laiton de 20x2, l'axe d'oscillation sera à 22 de l'zrrière et à 2 du bord extérieur des fraisages, les tourillons sur plaquettes seront déportés de 4 mm d'un coté, mais réversibles, ce qui occasionne 2 frasages de biais en arrière dans le corps de 5 mm pour les déports des moteurs en fermeture.
La course sera de 10 mm, mais entes axes pinces fermés de 28 mm, pour avoir autant de longueur des vis que de tube écrou. En majeure parie lors des mouvements des pinces les N 20 restent encastrés dans les rainures.
En faits ce sont les alésages de 26 qui me diront ou placer les N 20, certainement plus en arrière, mais au dessin ça passe. Ca se joue au dixième près.
Pour les demi pinces, faire un master percé, puis tronçonner chacune des plaquettes et les percer au gabarit, puis les assembler par 5 pour les façonner, il y aura du fraisage en base pour dégrossir au modele puis finitions au fraisages en déplaçant les coupons dans l'étau, finitions ponceuse à facettes.
La est le gros du job chiant.
En découpes laser ou jets d'eau ça se fait en 10 minutes nickel chrome.
Je connait un découpeur de ce genre à voir combien me couteraient 22 pièces ?
admin-jpg- Admin
- Messages : 32599
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Jeu 30 Nov - 20:31
Il me faut donc des vis de 2x15 TF pour les axes de pivotement, et renouveler mon stock de vis sans tètes de 2,5x3 pour bloquer les blochets dans le porte outils.
Le sintofer étant dur j'ai poncée ma pièce, tètes des vis fraisées en sus, demain passage de la fraise de 4 pour refaire l'empreinte des cornières porte outils.
Je passerais chez Hyper pour reprendre du plat de 20x2 et cornière de 10x10 ou U de 20x10 laiton
admin-jpg- Admin
- Messages : 32599
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Ven 1 Déc - 1:32
Si ce sont des dents usées le réducteur est foutus.
Alors ne pas le jeter, mais le démonter en faisant sauter les pontets qui relient les plaques entre elles.
Pour ce faire coincer le réducteur en étau, en laissant un infime espace sous la plaque pour y glisser un tournevis plat pour faire levier, le sertissage saute et la plaque avec, faire de la mème façons sur tous les pontets.
On récupère le engrenages des fois qu'ils peuvent servir ?
Les plaquettes font toutes 10x12, et pour les plus longues 24x10, on les coupes en 2 à la cisaille, on les redresse, et l'on se sert des plaques carrées de sortie de réducteur comme gabarit, on place deux vis en diagonale, pour repercer le trou centrale de 4 mm, et ceux en 1,6, que l'on re taraude à 1,6, ces plaquettes resserviront pour fixer les N 20 par leur plaque frontale, en oscillants ou en fixes.
Ainsi ce matin j'ai dégnappées ceux en panne, et récupérées les plaques pour 17 N 20, 10 vont me servir pour monter mes N 20 oscillants pour les pincettes, moyennant quelques travaux structurels.
Toujours conserver une plaque terminale de 10x12 servant de gabarit de contre perçages.
admin-jpg- Admin
- Messages : 32599
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par Bamo Ven 1 Déc - 7:26
Bamo- Messages : 6532
Date d'inscription : 17/03/2019
Age : 50
Localisation : Franconville
Re: Les outils interchangeables des pelles.
par admin-jpg Ven 1 Déc - 8:13
En règles générales quand on réducto ne marche plus, c'est que des dents ont fichues le camps sur un des rouages.
Ou va tu retrouver la meme association de rouages réducteurs ?
Sur le même assemblage parfaitement identique, qui lui aussi est niqué, ce peut etre au mème endroit, alors oui récupération, mas si c'est ailleurs ? Ou si un micro copeau est entre dents ? Donc bricolage et soufflages air comprimée pour réhabiliter ce réducto, et toujours pas de pièces de remplacement.
Et souvent aussi c'est le moteur qui a brulé ? Pas de bol, les pignons moteurs ne sont jamais les mèmes, il y en a de 2 ou 3 sortes , du olus petit au plus grand.
Alor on fait quoi de ce réducto batard ?
Cette nuit dans cette idée, c'est de retrouver le moteur au grand pignon pour un réducteur fonctionnel avec vis de 4, que j'ai trouvé dans mon stock de réducto foutus.
En sortie j'aie deux réducto identiques à tiges filetées de 4 de même longueurs pour équiper un engcon.
Pour faire des échanges identiques il faut des réducteurs identiques ayant eues les memes problèmes.
Puis ces réducteur sont quand même bien fichus, les colonettes qui les soutiennent sont des piliers composés, d'une part un tube recylindré pour placer une entretoise, de façons à poser une contre plaque, puis une autre entretoise tubulaire et la plaque supérieur et dont le pilier sera sertis par évasement sous presses calibrée en descente.
C'est du laiton certes mais le rivetage évasif est hyper costaud, ça ne se dérives pas aussi facilement qu'o le voudrait, il est impératif de coincer le réducteur solidement en étau pour forcer avec un petit tournevis plat en bras de levier juste sous la plaque ou se trouve le rivetage, et cela sans déformer la plaque.
Fastoche avez vous dit ? Alors essayez et vous verrez ?
Quand je dis que la résistance des métaux est incroyable, tels ces micro réducteurs dont on a du mal à désassembler, c'est pas un rien la résistance des métaux aux assemblages microscopiques.
Alors dans ces conditions, pourquoi sous estimer les forces de résistances des métaux ? Au lieu de faire du mahousse, de réduire ces micro pièces pour en faire quelques choses de bien.
Une tole d'acier , ou clinquant de 0,1, par elle même c'est du papier cigarette.
De lui faire un seul plis d'équerre fait de cette cornière une résistance extraordinaire en compression, torsion, vrillages, cintrages, Alors, pourquoi faire plus épais ?
Les charpentes métalliques modernes sont prises dans des HPN en acier, dont l'ame est découpée en créneaux tronconiques, puis ré assemblés sur les faces tronconique les plus courtes, ceci faisant des trous hexagonaux dans la nouvelle poutrelle allégée et au profil ou section en bout augmenté, faisant d'elle une résistance à la flexion démultipliée, pour une section d'origine bien plus petite, sans augmentation de poids sur de très grandes longueurs ????
Ceci est du à l'augmentation de sa section et des allégement des son ame évidée par des trous hexagonaux, car ce ne sont pas les Ames qui résistent aux flexions, mais des effets Cantilever de ces poutrelles, le même effet que j'applique sur une plieuse à tablier, le redressement de mon pressons par pont Cantilever.
Un ange passe .....................................
Pour monter mes micro plaques oscillantes , je vais faire un gabarit de montage dans un bloc d'alu fraisé, un trou rectangulaire dans le bloc de la dimension des plaques frontales, soit 10x12, peut profond mais ce qu'il faut pour la bloquer par vis de 4 TF dans son logement.
Puis deux pontets issues de fraisages dans la masse de cette micro base, déportés d'un coté en éxentrement de 8 mm d'un coté et de 4 de l'autre, pontets percé a 2 et soutenant des entretoises tubulaires de 4 en laiton percées a 1,6, taraudées à M 2 de 3 mm de long qui y seront bloquées par vis de 2,5 TR, de façons a les braser argent sur les plaques frontales.
Seul procédé pour assembler correctement et de façons orthogonales ces plaques de maintient oscillantes sur les moteurs N 20 des pincettes et surtout de ne pas se bruler, et éviter tout déplacements de ces pièces ce qui serait catastrophique.
Quand je dit que la confection de gabarits de fabrication est une bonne chose, ce n'est pas à prendre à la légère, ça permet de frôler la perfection, ne pas se bruler, et de sortir des pièces nickel Chrome.
Il faut y réfléchir, et prendre le temps de fabriquer ces gabarits.
admin-jpg- Admin
- Messages : 32599
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Ven 1 Déc - 8:28
Puis les deux supports d'entretoise seront percés 1, 6 de parts en parts et aléser à 2.
Ceci pour dégager sur les cotés l'axe d'oscillation, permettant de déporter sur l'éxtérieur les N20, ce qui permettra de leur donner du jeu en au culs moteurs pour débattre horizontalement lors des actions sur les pincettes, ainsi que du jeu pour passer les fils d'alimentaton derrière, les protégeant du même coup des arrachements possibles. Et surtout de dégager l'emplacement de la vis intérieure de fixation frontale de 1,6x4 TF, l'autre vis étant en extérieur.
Et bien entendu de dégager les abords des axes de sorties réducteurs.
De faire ce gab en alu va permettre de souder les pièces sans souder en même temps le gabarit.
admin-jpg- Admin
- Messages : 32599
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -

admin-jpg- Admin
- Messages : 32599
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par Bamo Ven 1 Déc - 11:47
Bamo- Messages : 6532
Date d'inscription : 17/03/2019
Age : 50
Localisation : Franconville
Re: Les outils interchangeables des pelles.
par admin-jpg Ven 1 Déc - 12:03
Les plaquettes ont été cisaillées en 2 à la cave, il faut que je les perce sur gabarit, avant de les souder sur le gab de maintient. Ce seront les micros douilles qui tiendront la plaquette.
Pour bien faire, braser argent c'est plus sur, gabarit de maintient en étau, car une fois chaud, impossible de le manipuler, seules des pincettes le feront, tant pour mettre en place les 3 pièces que pour enlever les plaquettes brasées.
J'y penses j'ai des rivets de 2 alu, si je les filetais en bouts a 2 sur 2 mm ? Ca leur éviterais d'etre prises dans la brasure.
admin-jpg- Admin
- Messages : 32599
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Re: Les outils interchangeables des pelles.
par admin-jpg Ven 1 Déc - 16:18


Premier support oscillant sortis du moule :

Ma méthode de soudure :
Toutes les plaquettes sont préparées trou central à 4, et deux trous de 1,6 pour la fixation des moteurs.
Les bossages ont été usinés et taraudés sur tour en manivelle.
Je place ma plaque au fond du moule, je place mes deux bossages avec des vis inox de 1 TR, je les embouse de pate décapante, et chauffe le moule par en dessous, la pate fond, j'en profite pour rajouter de l'étain je laisse durcir et je refroidis à l'eau froide.
Le moule est percé d'un trou de 8,2 qui sert au débouchage des pièces par en dessous, il faut juste les limer avec une lime aiguille carrée de 4.
Chaque support se monte alors sur les N20, puis sur les portes outils dans leurs logements respectifs avec 2 vis de 2,5 TR ou TF suivant les cas.
Contrairement à ce que je disait, c'est plus facile à l'atain a conditions de bien embouser de pate décapante et de charger en fil d'étain ainsi faits chacune des bobines est entourée de soudure en de magnifiques soudures.
admin-jpg- Admin
- Messages : 32599
Date d'inscription : 22/10/2011
Age : 78
Localisation : LA BALME-DE-SILLINGY -
Page 2 sur 8 • 1, 2, 3, 4, 5, 6, 7, 8
» pelles électro hydrauliques LIEBHERR 964 B
» Les outils hydrauliques et non hydrauliques équippants nos engins TP
» Le ballet des pelles
» Pelle bruder mode leimbach avec options pour JB38
Ma petite entreprise TP - mini engins TP :: votre 1ère catégorie :: les engins de terrassement :: Les pelles mécaniques
|
|
|